1. Introduction
The maritime industry faces unprecedented environmental challenges as global concerns about climate change and marine pollution intensify, prompting the International Maritime Organisation (IMO) to implement stringent regulations concerning carbon emissions and sulfur content in marine fuels. These regulatory frameworks represent a fundamental shift in how the shipping industry must approach fuel consumption and environmental responsibility, as the sector contributes significantly to global greenhouse gas emissions and marine ecosystem degradation. The implementation of these new standards has created substantial operational and financial pressures on refineries and fuel producers
| [1] | M. U. Yousuf, M. Saleem, and M. Umair, “Evaluating the 7E Impact of Solar Photovoltaic Power Plants at Airports: A case study,” Sci. Technol. Energy Transit., vol. 79, Mar. 2024, https://doi.org/10.2516/stet/2024007 |
| [2] | M. Umair and A. Dilanchiev, “Economic Recovery by Developing Business Starategies: Mediating Role of Financing and Organizational Culture in Small and Medium Businesses,” Proc. B., p. 683, 2022. |
[1, 2]
who must now develop innovative technologies and processes to meet increasingly strict environmental requirements while maintaining economic viability. Heavy fuel oil (HFO), which has long served as the primary fuel source for ocean-going vessels due to its cost-effectiveness and high energy density, presents particular challenges in this new regulatory landscape, primarily due to its characteristically high sulfur content and toxic properties that pose severe threats to marine ecosystems and human health. The traditional approach to fuel desulfurization has relied heavily on hydrodesulfurization (HDS) processes, which, while effective, require extreme operational conditions including high temperatures, elevated pressures, and significant hydrogen consumption, making them both energy-intensive and economically demanding
| [3] | M. Joëts, V. Mignon, and T. Razafindrabe, “Oil Market Volatility: Is Macroeconomic Uncertainty Systematically Transmitted to Oil Prices?,” Dyn. Model. Econom. Econ. Financ., vol. 24, pp. 31–50, 2018, https://doi.org/10.1007/978-3-319-98714-9_2 |
[3]
. These conventional methods also necessitate substantial infrastructure investments and ongoing operational costs that can be prohibitive for many refining facilities, particularly those in developing regions where much of the world's shipping fuel is processed. Furthermore, the harsh operational conditions required for traditional desulfurization processes often lead to equipment degradation, increased maintenance requirements, and safety concerns that compound the overall operational challenges. The limitations of existing technologies have created an urgent need for alternative approaches that can achieve comparable or superior desulfurization results while operating under milder conditions and with reduced environmental impact.
Oxidative desulfurization (ODS) has emerged as a promising alternative technology that offers significant advantages over traditional hydrodesulfurization methods, particularly in terms of operational flexibility and environmental sustainability. Unlike conventional approaches that rely on high-pressure hydrogen treatment, ODS operates under relatively mild conditions and utilizes oxidizing agents to convert sulfur-containing compounds into polar sulfones that can be more easily separated from the fuel matrix
. This innovative approach not only reduces the energy requirements associated with desulfurization but also eliminates the need for expensive hydrogen infrastructure and high-pressure systems, making it particularly attractive for retrofit applications and new facility construction. The process fundamentally transforms the chemical nature of sulfur compounds within the fuel, converting them from their original organic forms into oxidised species that exhibit different physical and chemical properties, enabling more efficient separation using conventional liquid-liquid extraction, distillation, or adsorption techniques.
The selection of appropriate catalysts and oxidising agents is a critical aspect of ODS technology development, with researchers exploring various combinations to optimise both conversion efficiency and economic viability
. Acetic acid has gained particular attention as a catalyst for ODS processes due to its non-toxic nature, economic accessibility, and effectiveness in promoting the oxidation reactions necessary for converting sulfur compounds. When combined with hydrogen peroxide as an oxidizing agent, acetic acid creates a reaction environment that facilitates the transformation of mercaptans, thiophenes, and other sulfur-containing compounds into their corresponding sulfones under relatively mild temperature and pressure conditions. This catalyst-oxidant combination offers the additional advantage of producing water as the primary byproduct, minimizing waste generation and environmental impact compared to other oxidative systems that may produce harmful secondary compounds
. The complexity of modern fuel refining operations necessitates sophisticated simulation and optimization approaches to ensure that new technologies can be successfully integrated into existing infrastructure while meeting both performance and economic objectives. Process simulation provides a powerful tool for understanding the intricate relationships between various operational parameters and their effects on overall system performance, enabling researchers and engineers to identify optimal operating conditions before committing to expensive pilot-scale or commercial implementations
| [7] | N. Apergis and J. E. Payne, “The causal dynamics between renewable energy, real GDP, emissions and oil prices: evidence from OECD countries,” Appl. Econ., vol. 46, no. 36, pp. 4519–4525, 2014, https://doi.org/10.1080/00036846.2014.964834 |
[7]
. Through detailed modelling of mass and energy balances, reaction kinetics, and separation processes, simulation studies can provide critical insights into process behaviour that may not be apparent through experimental work alone. The integration of sensitivity analysis and optimisation techniques with process simulation creates a comprehensive framework for evaluating different design alternatives and identifying the most promising configurations for commercial deployment.
The specific focus of this research on converting Iranian light fuel oil, which contains approximately 3.5% sulfur by weight, addresses a particularly relevant challenge in the global marine fuel market where regional fuel compositions vary significantly and require tailored treatment approaches
| [8] | S. Rahman and A. Serletis, “Oil price uncertainty and the Canadian economy: Evidence from a VARMA, GARCH-in-Mean, asymmetric BEKK model,” Energy Econ., vol. 34, no. 2, pp. 603–610, 2012, https://doi.org/10.1016/j.eneco.2011.08.014 |
[8]
. The target of reducing sulfur content to less than 0.5% by weight aligns with international maritime fuel specifications and demonstrates the practical applicability of the proposed ODS technology
| [9] | A. K. Tiwari, M. M. Dam, H. Altıntaş, and F. V. Bekun, “The dynamic connectedness between oil price shocks and emerging market economies stock markets: Evidence from new approaches,” Energy Econ., vol. 141, p. 108101, 2025. |
[9]
. The comprehensive approach employed in this study encompasses not only the fundamental oxidation reactions but also the complete downstream processing sequence, including oxidant recovery, sulfone separation, and product purification, providing a holistic view of the entire process chain. This integrated perspective is crucial for assessing the genuine commercial potential of the technology and identifying potential bottlenecks or optimisation opportunities that may not be apparent when examining individual process steps in isolation
| [10] | Y. Li and M. Umair, “The Protective Nature of Gold During Times of Oil Price Volatility: An Analysis of the COVID-19 Pandemic,” Extr. Ind. Soc., p. 101284, 2023, https://doi.org/10.1016/j.exis.2023.101284 |
| [11] | Y. Zhang and M. Umair, “Examining the interconnectedness of green finance: an analysis of dynamic spillover effects among green bonds, renewable energy, and carbon markets,” Environ. Sci. Pollut. Res., 2023, https://doi.org/10.1007/s11356-023-27870-w |
[10, 11]
.
The environmental implications of this research extend far beyond the immediate benefits of reduced sulfur emissions, as the successful implementation of mild-condition ODS technology could significantly reduce the energy consumption and carbon footprint associated with marine fuel production. The elimination of high-pressure hydrogen requirements not only reduces direct energy consumption but also eliminates the environmental burden associated with hydrogen production and transportation, creating a cascading effect of environmental benefits throughout the fuel supply chain. Additionally, the potential for utilising lower-grade feedstocks through advanced desulfurization technology could help extend the useful life of existing petroleum resources while reducing the environmental impact associated with extracting and processing higher-quality crude oils. The economic benefits of such technology development could also incentivise broader adoption of environmental protection measures within the maritime industry, creating positive feedback loops that accelerate the transition to more sustainable shipping practices.
This research makes a significant contribution to the growing body of knowledge surrounding sustainable fuel processing technologies, providing a practical framework for implementing advanced desulfurization techniques in commercial refining operations. The combination of rigorous process simulation, comprehensive sensitivity analysis, and multi-objective optimisation creates a robust methodology that can be adapted to different feedstock compositions and operational requirements, enhancing the broad applicability of the findings
| [12] | S. Cheng and Y. Cao, “On the relation between global food and crude oil prices: An empirical investigation in a nonlinear framework,” Energy Econ., vol. 81, pp. 422–432, 2019, https://doi.org/10.1016/j.eneco.2019.04.007 |
[12]
. The detailed examination of both technical performance parameters and economic considerations ensures that the research outcomes will be relevant to industrial decision-makers who must balance environmental compliance requirements with operational profitability in an increasingly competitive global market
| [13] | R. Yan, F. Cao, and K. Gao, “Determining the COVID-19 effects on spillover between oil market and stock exchange: a global perspective analysis,” Environ. Sci. Pollut. Res., vol. 29, no. 44, pp. 66109–66124, 2022, https://doi.org/10.1007/s11356-022-19607-y |
[13]
. The comprehensive examination and meticulous evaluation of the research conducted thus far unequivocally reveal a series of persistent and significant difficulties that must be addressed, one of which is the notable waste of hydrocarbon fuel that occurs during specific stages of the desulfurization process. Additionally, there is an excessive reliance on extraction solvents, with their volume being roughly equivalent to the amount of fuel utilized in each extraction step
| [14] | I. Wolde, J. M. Cardemil, and R. Escobar, “Compatibility assessment of thermal energy storage integration into industrial heat supply and recovery systems,” J. Clean. Prod., vol. 440, Feb. 2024, https://doi.org/10.1016/J.JCLEPRO.2024.140932 |
[14]
, which raises concerns about efficiency and sustainability.
Furthermore, the generation of superfluous byproducts throughout the critical oxidizing phase is another area of concern that requires careful consideration and potential remedy. Moreover, it has been observed that substantial combustion takes place, leading to detrimental alterations in the quality of crude oil, which is frequently encountered and contributes to the challenges faced in this field. The optimal and desired outcome for this endeavour, which is of utmost importance, would necessitate the judicious use of low-toxicity materials that possess an appropriate composition and can be employed under gentle production conditions that do not compromise safety or efficacy. In light of these considerations, aqueous acetic acid has been thoughtfully selected to serve as a catalyst, while hydrogen peroxide has been identified as a suitable oxidant, both of which are deemed compatible and exhibit significant promise for the objectives of this endeavor. Acetic acid stands out as an economically viable and non-toxic substance that can be effectively utilized in this context
| [15] | T. Aized, M. Shahid, A. A. Bhatti, M. Saleem, and G. Anandarajah, “Energy security and renewable energy policy analysis of Pakistan,” Renew. Sustain. Energy Rev., 2018, https://doi.org/10.1016/j.rser.2017.05.254 |
[15]
, and the secondary and return flows derived from the existing columns have been strategically employed in the design of the process, which aims to eliminate sulfur compounds without the need for expensive and hazardous solutions that could pose risks. The current issue at hand highlights the pressing need to transition marine vessels' fuel from high-sulfur fuels to low-sulfur petroleum products (Khaligh et al., 2023), a shift that is both essential and critical for promoting environmental sustainability. The overarching objective of this project is to establish a strategically positioned pre-refining platform that can generate superior-grade fuels characterized by fewer pollutants, thereby producing a better quality gasoline that meets contemporary standards.
Notwithstanding the advancements made thus far, it is imperative to acknowledge that significant difficulties persist and continue to pose challenges to progress in this area. Current methods of oxidative desulfurization (ODS) generally rely on the utilization of substantial amounts of solution, which may, unfortunately
| [16] | H. Zhu, L. Duan, Y. Guo, and K. Yu, “The effects of FDI, economic growth and energy consumption on carbon emissions in ASEAN-5: Evidence from panel quantile regression,” Econ. Model., vol. 58, pp. 237–248, Nov. 2016, https://doi.org/10.1016/j.econmod.2016.05.003 |
[16]
, result in selective combustion that compromises the overall calibre of the finished energy source. The disadvantages that have been identified in the existing processes underscore the pressing necessity for the development of more effective and sustainable ODS technologies that can successfully diminish the generation of byproducts and concurrently reduce the reliance on solvents, thus enhancing their applicability for large-scale implementation within the shipping sector. Addressing and mitigating these restrictions is of paramount importance to ensure compliance with increasingly stringent regulatory requirements while simultaneously guaranteeing an economically viable method for effective fuel desulfurization
| [17] | S. Mucci, A. Bischi, S. Briola, and A. Baccioli, “Small-scale adiabatic compressed air energy storage: Control strategy analysis via dynamic modelling,” Energy Convers. Manag., vol. 243, p. 114358, Sep. 2021, https://doi.org/10.1016/j.enconman.2021.114358 |
[17]
. This work is dedicated to addressing these multifaceted issues by employing acetic acid as a sustainable and economically advantageous catalyst, alongside hydrogen and oxygen as the oxidising agents, which have been carefully chosen for their efficacy. This innovative strategy is designed to optimise decomposition settings by minimising the production of contaminants and substantially reducing solvent waste, thereby enhancing the overall feasibility and ecological viability of ODS for marine fuel applications. This research proposes a comprehensive approach to effectively meet high sulfate exhaust limits by refining the ODS technique through the implementation of specialized catalysts, thereby providing a viable and promising route toward the production of lighter maritime fuel that aligns with contemporary environmental standards
| [18] | K. Wang, M. A. Rehman, S. Fahad, and Z. Linzhao, “Unleashing the influence of natural resources, sustainable energy and human capital on consumption-based carbon emissions in G-7 Countries,” Resour. Policy, vol. 81, p. 103384, 2023, https://doi.org/10.1016/J.RESOURPOL.2023.103384 |
[18]
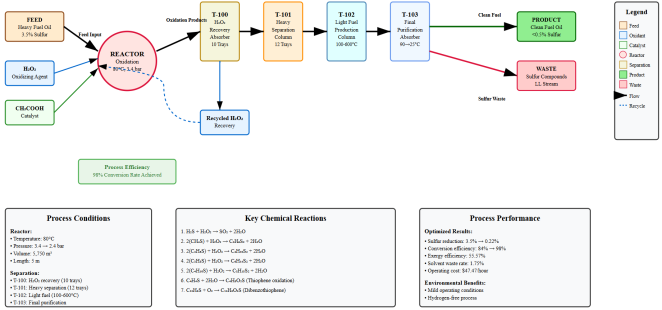
. The proposed hypothetical diagram, which illustrates the desulfurization process for high-sulfur fuels, has been meticulously crafted to depict the transformation of these fuels into high-quality fuel suitable for modern requirements, as shown in
Figure 1. This diagram is derived from the extensive analyses conducted in this research and a thorough review of the relevant literature.
Figure 1. A theoretical diagram is considered for simulating the oxidation-based decomposition procedure for high-sulfur fuel oil.
2. Literature Review
The body of scientific literature surrounding fuel desulfurization technologies has evolved significantly over the past several decades, driven primarily by increasingly stringent environmental regulations and growing awareness of the detrimental effects of sulfur compounds on both human health and environmental systems. Traditional hydrodesulfurization (HDS) has long dominated the field (Mohsin et al., 2022), with extensive research documenting its effectiveness in removing sulfur compounds from various petroleum fractions through catalytic hydrogenation processes. These processes convert organic sulfur compounds into hydrogen sulfide, which can then be separated and processed. The HDS literature consistently demonstrates high conversion efficiencies under optimal conditions, typically requiring temperatures between 300°C and 400°C and pressures ranging from 30 to 70 bar, along with substantial hydrogen consumption and specialised catalyst systems based on molybdenum and cobalt or nickel sulfides supported on alumina matrices
| [19] | W. Nabgan et al., “Renewable hydrogen production from bio-oil derivative via catalytic steam reforming: An overview,” Renew. Sustain. Energy Rev., vol. 79, pp. 347–357, 2017, https://doi.org/10.1016/j.rser.2017.05.069 |
[19]
. However, extensive research in this area has also revealed significant limitations, particularly when dealing with refractory sulfur compounds, such as dibenzothiophene derivatives and sterically hindered molecules, which resist conventional hydrogenation approaches.
The emergence of oxidative desulfurization (ODS) as an alternative technology has generated considerable research interest, with numerous studies exploring different oxidising systems and reaction mechanisms
. Early investigations into ODS focused primarily on homogeneous catalytic systems using various transition metal complexes in conjunction with hydrogen peroxide or other peroxide-based oxidants, demonstrating the fundamental feasibility of converting organic sulfur compounds into their corresponding sulfoxides and sulfones under relatively mild conditions. Subsequent research has expanded to include heterogeneous catalytic systems, ionic liquids, and various hybrid approaches that combine oxidation with extraction or adsorption processes. The literature reveals that ODS can effectively target aromatic sulfur compounds, which are particularly resistant to conventional HDS treatment, including dibenzothiophenes and their alkyl-substituted derivatives. These compounds represent some of the most challenging molecules to remove from petroleum fractions using traditional approaches.
Extensive research has been conducted on the selection and optimisation of oxidising agents for ODS applications, with hydrogen peroxide emerging as one of the most frequently studied oxidants due to its environmental compatibility and the fact that water is the only byproduct of its decomposition
. Alternative oxidants that have received significant attention in the literature include organic peroxides, peracetic acid, ozone, and various oxygen-transfer reagents, each offering different advantages and limitations in terms of selectivity, reaction rates, and operational requirements. The literature consistently demonstrates that the choice of oxidant significantly influences not only the conversion efficiency but also the overall process economics and environmental impact, with hydrogen peroxide generally favoured for its balance of effectiveness and sustainability. However, research has also identified challenges associated with hydrogen peroxide systems, including potential decomposition under certain conditions
| [22] | R. Gupta and C. Pierdzioch, “Do U.S. economic conditions at the state level predict the realized volatility of oil-price returns? A quantile machine-learning approach,” Financ. Innov., vol. 9, no. 1, pp. 1–22, Dec. 2023, https://doi.org/10.1186/S40854-022-00435-5/TABLES/9 |
[22]
, the need for stabilisation, and the optimisation of concentration levels to maximise oxidation efficiency while minimising waste generation.
Catalyst development for ODS processes has been another major focus of research, with investigations spanning both homogeneous and heterogeneous systems designed to enhance oxidation rates and selectivity while minimising catalyst consumption and environmental impact
| [23] | A. Bastianin, M. Manera, A. Markandya, and E. Scarpa, “Evaluating the empirical performance of alternative econometric models for oil price forecasting,” Lect. Notes Energy, vol. 54, pp. 157–181, 2014, https://doi.org/10.1007/978-3-642-55382-0_7 |
[23]
. Homogeneous catalysts, particularly those based on transition metals such as molybdenum, tungsten, and vanadium, have demonstrated high activity for sulfur compound oxidation; however, they present challenges related to catalyst recovery and recycling that limit their practical applicability in continuous industrial processes. Heterogeneous catalysts, including supported metal oxides, polyoxometalates, and various composite materials, have garnered increasing attention due to their potential for easier separation and reuse, albeit at the expense of some catalytic activity compared to their homogeneous counterparts
. The literature reveals ongoing efforts to develop novel catalyst systems that combine the high activity of homogeneous catalysts with the practical advantages of heterogeneous systems, including immobilized catalysts and catalyst systems integrated with separation processes
| [25] | F. Liu, M. Umair, and J. Gao, “Assessing oil price volatility co-movement with stock market volatility through quantile regression approach,” Resour. Policy, vol. 81, p. 103375, 2023, https://doi.org/10.1016/j.resourpol.2023.103375 |
| [26] | Q. Wu, D. Yan, and M. Umair, “Assessing the role of competitive intelligence and practices of dynamic capabilities in business accommodation of SMEs,” Econ. Anal. Policy, vol. 77, pp. 1103–1114, 2023, https://doi.org/10.1016/j.eap.2022.11.024 |
[25, 26]
.
Process integration and downstream processing have emerged as critical areas of research, with numerous studies examining how ODS can be effectively combined with separation technologies to create complete desulfurization systems
| [27] | E. R. K. Reddy and M. K. Pal, “Influence of hydrogen induction in a CRDI engine fuelled with water emulsified waste plastic oil blend,” Int. J. Hydrogen Energy, vol. 49, pp. 1282–1293, Jan. 2024, https://doi.org/10.1016/j.ijhydene.2023.09.025 |
[27]
. Liquid-liquid extraction has been extensively studied as a method for separating oxidised sulfur compounds from treated fuel, with research exploring various solvent systems, extraction conditions, and multi-stage processes to optimize separation efficiency while minimizing solvent consumption and environmental impact. Adsorption-based separation has also received significant attention, particularly using selective adsorbents that can preferentially remove sulfones and sulfoxides from fuel matrices
| [28] | X. Gong and B. Lin, “The incremental information content of investor fear gauge for volatility forecasting in the crude oil futures market,” Energy Econ., vol. 74, pp. 370–386, Aug. 2018, https://doi.org/10.1016/j.eneco.2018.06.005 |
[28]
, with studies examining different adsorbent materials, regeneration processes, and integrated adsorption-oxidation systems. Distillation and other thermal separation processes have been investigated as alternatives or complements to extraction and adsorption; however, these approaches often require careful optimisation to prevent thermal degradation of sensitive fuel components.
The economic aspects of ODS technology have been addressed in various techno-economic studies that attempt to evaluate the commercial viability of different process configurations and operating strategies
| [29] | Z. Wang, R. Li, and Q. Kong, “Shanghai oil futures prices and firms’ investment decisions: Evidence from Chinese manufacturing firms,” Energy Econ., vol. 134, p. 107560, 2024, https://doi.org/10.1016/j.eneco.2024.107560 |
[29]
. These studies typically consider capital investment requirements, operational costs including raw materials and utilities, product values, and potential environmental compliance benefits to develop comprehensive economic models for ODS processes. The literature reveals significant variation in economic projections, depending on feedstock properties, process configuration, scale of operation, and regional economic factors. Most studies suggest that ODS could be economically competitive with conventional HDS under appropriate conditions. However, the literature also identifies several economic challenges, including the costs associated with oxidant consumption, catalyst replacement, and waste handling, which require careful optimization to ensure overall process viability.
Environmental and safety considerations have become increasingly important in ODS research, with studies examining the environmental footprint of various process options and identifying strategies to minimise negative impacts while maximising environmental benefits. Research in this area has focused on life cycle assessments of ODS processes, evaluation of waste streams and byproduct generation, and development of process intensification approaches that reduce resource consumption and environmental impact per unit of fuel treated
| [30] | H. Naser, “COVID-19, Oil Price, Bitcoin, and US Economic Policy Uncertainty: Evidence from ARDL Model,” Int. J. Econ. Financ., vol. 13, no. 11, p. 88, 2021, https://doi.org/10.5539/IJEF.V13N11P88 |
[30]
. Safety aspects have also received attention, particularly regarding the handling of peroxide-based oxidants and the potential for exothermic reactions under specific conditions, which has led to research on process safety systems, reaction monitoring, and control strategies to ensure safe operation.
2.1. Literature Gaps and Research Opportunities
Despite the extensive research conducted on ODS technologies, several significant gaps remain in the literature that limit the practical implementation of these approaches in commercial fuel processing operations. One of the most notable gaps relates to comprehensive process modelling and optimisation studies that consider the entire integrated system, rather than focusing on individual process steps in isolation
| [31] | G. Li, Z. Mai, X. Shu, D. Chen, M. Liu, and W. Xu, “Superhydrophobic/superoleophilic cotton fabrics treated with hybrid coatings for oil/water separation,” Adv. Compos. Hybrid Mater., vol. 2, no. 2, pp. 254–265, Jun. 2019, https://doi.org/10.1007/S42114-019-00092-W |
[31]
. While numerous studies have examined oxidation kinetics, catalyst performance, and separation processes independently, there is a lack of holistic research that integrates these elements into complete process models capable of predicting overall system performance under varying operating conditions and feedstock compositions. This gap is particularly problematic for industrial applications where process reliability and predictability are essential for successful commercial implementation. The literature also reveals insufficient attention to the development of process control and optimization strategies tailored explicitly for integrated ODS systems
| [32] | A. A. Salisu, R. Gupta, and A. Olaniran, “The effect of oil uncertainty shock on real GDP of 33 countries: a global VAR approach,” Appl Econ Lett, vol. 30, no. 3, pp. 269–274, 2021, https://doi.org/10.1080/13504851.2021.1983134 |
[32]
. Most existing studies focus on steady-state performance under fixed operating conditions, with limited investigation of dynamic behaviour, process controllability, and optimization approaches that can adapt to changing feedstock properties or operating requirements. This represents a significant limitation for industrial applications where feedstock composition may vary significantly over time and operational flexibility is essential for maintaining consistent product quality and process economics
| [33] | Y. Sun, P. Gao, S. A. Raza, N. Shah, and A. Sharif, “The asymmetric effects of oil price shocks on the world food prices: Fresh evidence from quantile-on-quantile regression approach,” Energy, vol. 270, May 2023, https://doi.org/10.1016/j.energy.2023.126812 |
[33]
. The lack of comprehensive sensitivity analysis and robust optimisation methodologies specifically designed for ODS processes represents a critical gap that must be addressed to enable the successful commercial deployment of these processes.
Another significant gap in the literature relates to the economic optimisation of ODS processes, particularly regarding the trade-offs between different performance objectives such as product quality, process efficiency, and operational costs. While individual economic studies have been conducted for specific process configurations, there is a lack of comprehensive multi-objective optimization frameworks that can simultaneously consider technical performance, economic viability, and environmental impact to identify optimal operating strategies. This gap is significant given the complex interrelationships between different process variables and the need to balance competing objectives in commercial operations. The literature also lacks comprehensive studies of ODS applications to specific regional feedstocks and fuel compositions, which is critical given the significant variation in crude oil properties and fuel specifications across different geographic markets. Most existing research has focused on generic fuel compositions or specific model compounds, with limited investigation of how ODS technology performs with real-world feedstocks that contain complex mixtures of sulfur compounds along with other heteroatoms and contaminants. This gap is particularly relevant for developing countries and regions with specific crude oil characteristics that may require tailored treatment approaches. Process intensification and integration opportunities represent another underexplored area in the ODS literature, with limited research on how oxidation, separation, and purification processes can be combined or intensified to improve overall system performance while reducing capital and operating costs
| [34] | H. Wu, P. Li, J. Cao, and Z. Xu, “Forecasting the Chinese crude oil futures volatility using jump intensity and Markov-regime switching model,” Energy Econ., vol. 134, p. 107588, 2024, https://doi.org/10.1016/j.eneco.2024.107588 |
[34]
. The potential for developing integrated reactor-separator systems, process intensification through advanced reactor designs, and integrating heat and mass recovery systems has received insufficient attention, despite the potential for significant performance improvements.
The lack of comprehensive pilot-scale and demonstration studies represents a critical gap that limits the industrial acceptance of ODS technologies. While laboratory-scale research has demonstrated the technical feasibility of various ODS approaches, there is a lack of data from larger-scale operations that provides the engineering and economic information necessary for commercial-scale implementation
| [35] | G. Li, A. Zhang, Z. Li, Z. Wan, T. Alishah, and J. Meng, “Directed regulation of pyridines components in the steam reforming of aqueous bio-oil to H2 production,” Int. J. Hydrogen Energy, vol. 48, no. 78, pp. 30299–30309, Sep. 2023, https://doi.org/10.1016/j.ijhydene.2023.04.206 |
[35]
. This gap includes limited information about equipment scaling, long-term catalyst performance, process reliability, and maintenance requirements under continuous operation conditions.
Finally, the literature reveals a lack of attention to the development of integrated environmental and economic assessment frameworks specifically designed for ODS processes. While individual studies have examined environmental impacts or economic performance, there is a lack of comprehensive methodologies that can simultaneously evaluate both aspects while considering the complex interactions between process design, operating conditions, and performance outcomes. This gap is significant given the increasing emphasis on sustainable process development and the need to demonstrate both environmental benefits and economic viability for successful technology adoption.
2.2. Techniques and Substances
The oxidative desulfurization (ODS) process employs specific techniques and chemical substances carefully selected for their effectiveness and environmental compatibility. The primary feedstock consists of high-sulfur heavy fuel oil containing approximately 3.5% sulfur by weight, including various mercaptans, thiophenes, and dibenzothiophene compounds that require removal to meet marine fuel specifications. Hydrogen peroxide (H2O2) serves as the principal oxidizing agent, chosen for its strong oxidative properties and the environmentally benign nature of its decomposition product, water. Acetic acid functions as the catalyst in this process, selected for its non-toxic characteristics, economic viability, and effectiveness in promoting sulfur compound oxidation under mild operational conditions. The ODS technique operates through a systematic four-step process involving oxidation of sulfur compounds, oxidant recovery, separation of oxidized sulfur species, and final product purification. Process simulation and optimization techniques utilize advanced thermodynamic models, including the Peng-Robinson equation of state, to accurately predict system behavior and optimize operational parameters. Sensitivity analysis methodologies are employed to evaluate the influence of key process variables such as reactor dimensions, temperature, pressure, and flow rates on conversion efficiency. Multi-objective optimization approaches balance competing objectives including product quality, process efficiency, and economic performance to identify optimal operating conditions. The integration of liquid-liquid extraction, distillation, and adsorption techniques enables effective separation of sulfones from the treated fuel while minimizing solvent consumption and waste generation. These combined techniques and substances represent a comprehensive approach to achieving deep desulfurization while maintaining process sustainability and economic viability.
2.3. High-sulfur Heavier Gasoline
Ocean oil, commonly referred to as heavy fuel oil (HFO), is characterised by its extremely toxic and viscous nature, making it an exceptionally hazardous substance that poses significant threats to both human health and the environment
| [36] | M. S. Choudhari and V. K. Sharma, “Thermodynamic simulation of hydrogen based thermochemical energy storage system,” Int. J. Hydrogen Energy, vol. 46, no. 30, pp. 16440–16452, Apr. 2021, https://doi.org/10.1016/J.IJHYDENE.2020.09.074 |
[36]
. The occurrence of spillage incidents significantly heightens the risk posed to marine ecosystems, as well as to the communities that are intrinsically dependent on maritime activities for their financial sustenance, nutritional needs, and cultural practices, especially since the harmful effects of such pollution tend to worsen progressively within the aquatic environment. This intricate reliance on the ocean not only underscores the crucial importance of these marine resources but also amplifies the potential consequences of oil leaks and spills that can have lasting and devastating impacts
| [37] | R. A. Salim and S. Rafiq, “Why do some emerging economies proactively accelerate the adoption of renewable energy?,” Energy Econ., vol. 34, no. 4, pp. 1051–1057, Jul. 2012, https://doi.org/10.1016/J.ENECO.2011.08.015 |
[37]
. Energy oil, a byproduct of the complex process of distilling natural gas, is produced alongside other hydrocarbons, such as naphtha, propane, and diesel, through a well-defined industrial process. Due to its notably dark colouration, energy oil is often colloquially referred to as "black oil," a term that reflects its visual characteristics. This particular substance is frequently used in specialised generating facilities, diesel-powered boats, and heating systems, primarily due to its economic advantages and cost-effectiveness compared to alternative fuels
| [38] | H. Michaels, M. Rinderle, I. Benesperi, R. Freitag, A. Gagliardi, and M. Freitag, “Emerging indoor photovoltaics for self-powered and self-aware IoT towards sustainable energy management,” Chem. Sci., vol. 14, no. 20, pp. 5350–5360, Apr. 2023, https://doi.org/10.1039/D3SC00659J |
[38]
. Fuel oil, in general, is typically classified as a liquid fuel that is primarily employed in engines for the purpose of generating power or in reservoirs and heaters for boiler applications, with the notable exception of fuels that possess a flash point exceeding 42°C, which are categorized separately
| [39] | E. Kazemzadeh, J. A. Fuinhas, N. Salehnia, N. Silva, and M. Radulescu, “Revealing the essential and sufficient conditions for the energy consumption diversification,” Energy, vol. 313, p. 133601, 2024. |
[39]
. The fuel oil subject of this study is identified as Iran's light fuel oil, which is notable for containing approximately 3.5% sulfur by weight, a factor of considerable importance in understanding its environmental impact. The specific specifications of the input feed are meticulously detailed in
Table 1, which provides critical information regarding the unit, along with several of its essential physical and chemical properties relevant to this analysis. It is noteworthy that approximately 3.5% of the total mass of high-sulfate heavy petrol consists of sulfate particles, a fact that should not be overlooked when considering the implications for environmental health. Furthermore,
Table 1 delineates and categorizes the various sulfate components that are present in light fuel oil, expressed in terms of their respective quantities, which provides a clearer understanding of the composition of this fuel type
| [40] | L. A. Yusuf, K. Popoola, and H. Musa, “A review of energy consumption and minimisation strategies of machine tools in manufacturing process,” Int. J. Sustain. Eng., vol. 14, no. 6, pp. 1826–1842, 2021, https://doi.org/10.1080/19397038.2021.1964633 |
[40]
. The proportions that are displayed in this table serve to indicate the feasible ratio in relation to the sulfur concentration of the motor fuel, which is conventionally regarded as being 100%, thereby illustrating the relative significance of sulfur content in evaluating the overall environmental impact of fuel oils in general.
Modelling and optimisation of a heavier petroleum oil (HFO) processing system for low sulfur nautical fuel (LS-FO) via radical purification.
Table 1. Parameters of the initial supply into the unit and sulfuric acids in fuel oil.
Names | Biochemical equation | Boiled point in degrees Celsius | Physiological condition | Specific density | Solubility in water (g/l) |
Fuel oil | - | 246–950 | Liquid | | Insoluble |
Profit | NaOH | 867 | Solid | | 1000 |
Sodium sulfide | Na2S | - | Solid | | 186 |
Sodium carbonate | Na2CO3 | - | Solid | | 254 |
Methyl mercaptan | CH4S | 8 | Gas | | Low solubility |
Ethyl mercaptan | C2H6S | 89 | Liquid | | Low solubility |
Propyl mercaptan | C3H8S | 61 | Liquid | | Low solubility |
Butyl mercaptan | C4H10S | 95 | Liquid | | Low solubility |
Dimethyl disulfide | C2H6S2 | 113 | Liquid | | 2.5 |
Diethyl sulfide | C4H10S2 | 177 | Liquid | | Low solubility |
Dipropyl disulfide | C6H14S2 | 189 | Liquid | | Insoluble |
Dibutyl disulfide | C8H18S2 | 212 | Liquid | | Insoluble |
Composition | |
Hydrogen Sulfide | |
Carbonyl sulfide | |
Methyl mercaptan | |
Ethyl mercaptan | |
Propyl mercaptan | |
Butyl mercaptan | |
Thiophene, dibenzothiophene and others | |
2.4. Hydrogen Peroxide
Halogen monoxide has been employed in various applications as an effective antioxidant, as noted by esteemed researcher Dr. Mojallali from Iran, who has extensively studied its beneficial properties. Hydrogen peroxide, commonly denoted as (H
2O
2), manifests itself as a dilute acid, appearing as a light bluish liquid that exhibits a volatility that is slightly greater than that of ordinary water. This particular substance is characterised by its caustic nature and an often unpleasant odour, and it is well-known for possessing strong oxidising properties that can significantly alter chemical reactions
. The gaseous form of hydrogen peroxide plays a crucial role in the process of oxidizing sulfur molecules found in fuels
| [42] | F. Chien, T. Ajaz, Z. Andlib, K. Y. Chau, P. Ahmad, and A. Sharif, “The role of technology innovation, renewable energy and globalization in reducing environmental degradation in Pakistan: A step towards sustainable environment,” Renew. Energy, vol. 177, pp. 308–317, 2021, https://doi.org/10.1016/j.renene.2021.05.101 |
[42]
, converting them into their corresponding sulfides through a method known as oxidation decomposition. Given its potential to ignite flames and its inherently highly reactive characteristics, hydrogen peroxide is typically utilized in a diluted form when applied in various chemical processes
| [43] | X. CUI, M. UMAIR, G. IBRAGIMOVE GAYRATOVICH, and A. DILANCHIEV, “DO REMITTANCES MITIGATE POVERTY? AN EMPIRICAL EVIDENCE FROM 15 SELECTED ASIAN ECONOMIES,” Singapore Econ. Rev., vol. 68, no. 04, pp. 1447–1468, Apr. 2023, https://doi.org/10.1142/S0217590823440034 |
| [44] | A. Dilanchiev, M. Umair, and M. Haroon, “How causality impacts the renewable energy, carbon emissions, and economic growth nexus in the South Caucasus Countries?,” Environ. Sci. Pollut. Res., 2024, https://doi.org/10.1007/s11356-024-33430-7 |
[43, 44]
.
Furthermore, aside from being cost-effective and demonstrating a significant level of corrosive strength, it also contributes to low pollution levels, making it an environmentally friendly option. The principal application of this particular oxidant lies in its remarkable ability to generate water as the sole byproduct of its reaction, which is a feature that is both advantageous and highly sought after in many industrial applications. This unique quality of producing water as a result not only enhances efficiency but also aligns with sustainable practices in various sectors
. As a result, hydrogen peroxide remains a valuable substance in numerous fields, owing to its diverse applications and favorable environmental impact.
2.5. Acetate
While it is indeed true that the process of oxidant purification can be effectively carried out with the assistance of a catalyst, it is imperative to note that this particular methodology tends to diminish one of the most significant benefits that oxidative desulfurization (ODS) holds in comparison to the more traditional hydrodesulfurization process, particularly due to the highly rigorous and demanding operational conditions that are necessitated by such an approach. In this context, among the various acids available for consideration, acetate, as identified by the esteemed Dr. Mojallali from Iran, has been chosen as the catalyst for this particular process
| [46] | A. K. de S. Mendonça, G. de Andrade Conradi Barni, M. F. Moro, A. C. Bornia, E. Kupek, and L. Fernandes, “Hierarchical modeling of the 50 largest economies to verify the impact of GDP, population and renewable energy generation in CO2 emissions,” Sustain. Prod. Consum., vol. 22, pp. 58–67, 2020, https://doi.org/10.1016/j.spc.2020.02.001 |
[46]
. The minimal presence of acid in the aqueous solution indicates that this specific acid possesses characteristics of a weak acid, thereby affecting its efficiency in specific applications. When the temperature reaches 16.5°C, it is noteworthy to observe that purified, dried alcoholic vinegar, commonly known as glacial acetic acid, undergoes a transformation and solidifies into a white crystalline structure as it absorbs moisture from its surrounding environment. It is also crucial to note that formulations containing strong acids, as well as those exhibiting basic acidity, are known to be highly corrosive, posing significant challenges in handling and application. Acetic acid, which is classified as one of the fundamental carboxylic acids, plays a pivotal role in numerous chemical processes. This particular acid is recognised as an essential biological substance and a key manufacturing compound that finds extensive use in the synthesis of various materials, all of which are significant in various industrial applications
| [47] | O. M. Babatunde, J. L. Munda, and Y. Hamam, “Off-grid hybrid photovoltaic – micro wind turbine renewable energy system with hydrogen and battery storage: Effects of sun tracking technologies,” Energy Convers. Manag., vol. 255, p. 115335, Mar. 2022, https://doi.org/10.1016/j.enconman.2022.115335 |
[47]
. The versatility and importance of acetic acid cannot be overstated, particularly in light of its significant contributions to the chemical industry and its crucial role in the production of key materials used in everyday products
. Therefore, the selection and application of such acids in catalytic processes must be approached with careful consideration to maximize their efficacy while minimizing any potential drawbacks associated with their use. In conclusion, while there are numerous advantages to employing oxidant purification techniques, it is essential to weigh these benefits against the operational challenges that may arise due to the nature of the catalysts and acids being utilized.
4. Outcomes and Discussion
4.1. Assessment of the Modelled Massive Fuel Elimination and Purifying System
The intricate simulation designed to replicate the desulfurization process specifically for heavy fuels consists of four essential and foundational steps, which are as follows: commencing with the oxidation of mercaptans within the furnace utilizing proton oxygen, subsequently moving on to the recycling of the spent oxidant, then proceeding to the separation of oxidized sulfur compounds, and finally culminating in the isolation of the desired sulfur-free product that is intended for use as maritime fuel. In addition to this, the Peng & Robinson hypothesis has been effectively employed to elucidate the mechanism through which salts transition into an ionic state upon their dissolution in water, thereby providing a clearer understanding of the chemical processes involved
| [57] | Y. Li, M. Umair, S. Guliyeva, and Z. Shakaraliyeva, “The extractive industries transparency initiative: Achieving disclosure, but falling short on corruption reduction,” Extr. Ind. Soc., vol. 22, p. 101602, 2025, https://doi.org/10.1016/j.exis.2024.101602 |
| [58] | C. Xinxin, M. Umair, S. ur Rahman, and Y. Alraey, “The potential impact of digital economy on energy poverty in the context of Chinese provinces,” Heliyon, vol. 10, no. 9, p. e30140, 2024, https://doi.org/10.1016/j.heliyon.2024.e30140 |
[57, 58]
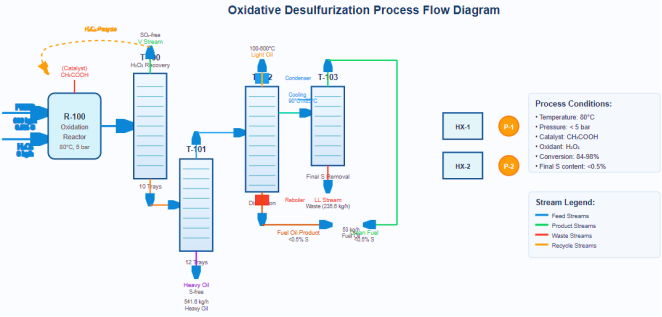
. Moreover, it is essential to note that all the fundamental constituents present in gasoline, which exhibit scorching pressures ranging from 100°C to 215°C, have been meticulously documented to optimise the flow output, thereby enhancing the characterisation of light fuel oil within the designated software. Furthermore, to aid in visual comprehension and analysis,
Figure 2 serves to illustrate the primary configuration of the processes that have been modelled, providing a comprehensive overview of the entire system
| [1] | M. U. Yousuf, M. Saleem, and M. Umair, “Evaluating the 7E Impact of Solar Photovoltaic Power Plants at Airports: A case study,” Sci. Technol. Energy Transit., vol. 79, Mar. 2024, https://doi.org/10.2516/stet/2024007 |
| [2] | M. Umair and A. Dilanchiev, “Economic Recovery by Developing Business Starategies: Mediating Role of Financing and Organizational Culture in Small and Medium Businesses,” Proc. B., p. 683, 2022. |
[1, 2]
. This structured approach not only promotes clarity in understanding the various phases involved but also facilitates a more thorough examination of the desulfurization process as a whole, enhancing its efficiency and effectiveness. Ultimately, such detailed documentation and representation are crucial for advancing our knowledge and capabilities in the field of fuel processing and environmental sustainability.
Figure 2. Overview of the process flow diagram for the simulation operation.
The residual sulfur compounds that can be found within light fuel oil, which notably include various forms of thiophenes, dibenzothiophenes, and benzene, undergo a meticulous destruction and conversion process into a disulfide (RSSR) molecule during the oxidation phase, a process that employs hydrogen peroxide and acetic acid as catalysts to facilitate and enhance this chemical transformation
. Furthermore, the subsequent equations that follow are intricately related to the pace at which these oxidised processes occur during chemical hydrolysis, demonstrating the complex interplay of reactions essential for achieving the desired outcomes in this phase of treatment
| [60] | R. Gupta and C. Pierdzioch, “Forecasting the volatility of crude oil: the role of uncertainty and spillovers,” Energies, vol. 14, no. 14, p. 4173, Jul. 2021, https://doi.org/10.3390/en14144173 |
[60]
. It is essential to recognise and appreciate the significance of these chemical reactions and transformations, as they not only contribute to the effective management of residual compounds but also play a crucial role in advancing our understanding of chemical processes within a broader environmental context (see equation (
1)).
(1)
The subsequent factors are considered for chemical oxidized mechanisms and speed equations (see equation (
2)).
(2)
The dynamics and reactivity equations for this compound were found to be unsuitable for the manufacturing parameters. The chemical reactivity formula was employed, and the response was approximated using the subsequent solution (see equation (
3)).
(3)
A carefully prepared solution comprising hydrogen peroxide is meticulously introduced into the designated receiving feed, which is appropriately labeled as (FEED). Within the confines of the oxidation furnace, there now exists a carefully held resultant molecule that has undergone the initial processing. The feed gas, which is entering the furnace at a controlled temperature of 25°C and a pressure of 3.4 bar, subsequently exits the furnace at an elevated temperature of 54°C and a pressure of 2.4 bar, thereby successfully meeting the methodological requirement of achieving a significant 1-bar reduction in stress within the specified oxidation facility. The operational reactor, designed with an impressive capacity of 5,750 cubic meters, boasts a substantial length of 5 meters. Under these meticulously controlled conditions, which range from a temperature of 25°C to 54°C and from a pressure of 3.4 bar to 5.4 bar, the reactor has effectively achieved the targeted burden decline of 1 bar, all while adhering to the predetermined dimensions and operational duration.
The primary purpose of the T-100 column is to efficiently extract hydrogen peroxide (H
2O
2) at the outset of the entire process, ensuring that all necessary elements are in place for optimal functionality. The stream flowing through the sulfur absorber, which is poised of sulfur-free tributary hydrocarbons that are reused from the T-101 column, is introduced from the upper section of the column, whereas the device forage, characterized by its gas-liquid stage, exists below
| [61] | N. Raza, S. Jawad Hussain Shahzad, A. K. Tiwari, and M. Shahbaz, “Asymmetric impact of gold, oil prices and their volatilities on stock prices of emerging markets,” Resour. Policy, vol. 49, pp. 290–301, 2016, https://doi.org/10.1016/j.resourpol.2016.06.011 |
[61]
. The structure of the column comprises 10 trays, and it exhibits a heaviness droplet of approximately 0.03 block as the stream transitions from the upper trays to the lesser dishes, which is a remarkably low figure for absorber spaces and indicates a minimal level of resistance to the flow, thus facilitating smooth operational efficiency.
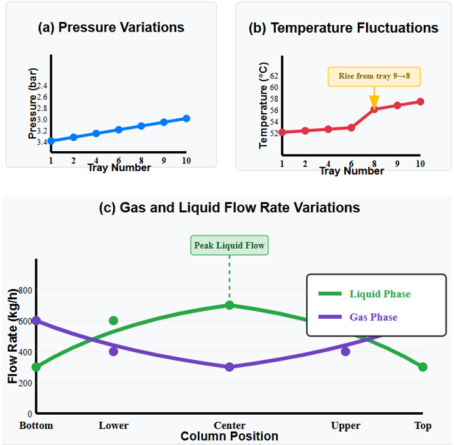
Figure 3. (a) Pressure variations, (b) Temperature fluctuations during equilibrium phase, and (c) Flow rate changes of liquid and vapor phases for the T-100 absorption columns.
In the accompanying visual representation,
Figure 3a effectively illustrates the volume gradients that occur throughout the T-100 shaft, providing valuable insight into the operational dynamics. Conversely,
Figure 3b presents a detailed account of the thermal fluctuations that can be observed across each tray within the system. The thermal graph distinctly reveals that the heating effect emanating from the upper phase is progressively permeating down to tray 1, showcasing a minor but notable thermal rise as steam transitions from phase 9 to stage 8, although it is essential to note that this transition occurs with only negligible variation.
Furthermore, an essential supplementary graphic, labelled as
Figure 3c, provides a visual representation of the bulk movement frequency for both gas and aqueous phases within the system. The quantity of liquid flow is significantly elevated in the central region of the chamber, which can be attributed to three primary factors: firstly, the majority of the arriving nourish is indeed in the fluid stage and is introduced from the lowest of the column; secondly, a rapid decrease in temperature occurs at the base of the column; and thirdly, the solvent that is introduced from the upper section dissolves a portion of the gas phase, thereby effectively directing it downward in liquid form, contributing to the overall dynamics of the process.
The discharge, referred to as the V effluent, emanating from the elevated section of the tube, is notably free from sulfuric acid and heavy hydrocarbons, which is a highly commendable aspect in terms of environmental safety and sustainability practices
| [62] | W. Ju et al., “Predicting the present-day in situ stress distribution within the Yanchang Formation Chang 7 shale oil reservoir of Ordos Basin, central China,” Pet. Sci., vol. 17, no. 4, pp. 912–924, Aug. 2020, https://doi.org/10.1007/S12182-020-00448-8 |
[62]
. The only sulfur species detected within this fluid matrix is the atmospheric SO
2, which constitutes an approximate concentration of around 0.08%, indicating a remarkably low level of sulfur contamination. The primary components of this particular liquid comprise predominantly freshwater alongside lighter chemical compounds, which notably include gasoline and ethylene, both of which have been introduced into the system from the T-103 stack, underscoring the intricate nature of the fluid composition.
The T-101 filtration system is primarily designed to separate denser substances, such as heavy fuel oil, from hydrogen peroxide with precision, ensuring a cleaner output. Steamed vapour is systematically introduced from the lower section of the filter, thereby aiding the crucial process of dissociating water molecules from hydrogen peroxide. Meanwhile, lighter lipid compounds and petroleum jelly molecules are efficiently expelled through the upper exit point, showcasing the effectiveness of the separation mechanism in place. This sophisticated system comprises a total of 12 distinct operational steps, similar to the T-hundred immersion stake, and demonstrates a remarkably minimal weight drop as the fluid flows upward from the base to the apex, thus maintaining operational efficiency
| [63] | M. Foglia and E. Angelini, “Volatility connectedness between clean energy firms and crude oil in the COVID-19 era,” Sustain., vol. 12, no. 23, pp. 1–22, Dec. 2020, https://doi.org/10.3390/SU12239863 |
[63]
. The principal objective of the T-100 stake is to facilitate the recycling of hydrogen peroxide (H
2O
2), employing a configuration of ten trays that are meticulously designed to optimise the gas-liquid separation process, with a controlled gravity droplet of 0.07 bar for each tray. Throughout the operational process, temperatures remain predominantly stable across the various trays, with an observable and significant increase in temperature from tray 9 to tray 8, correlating with the rise of steam within the system.
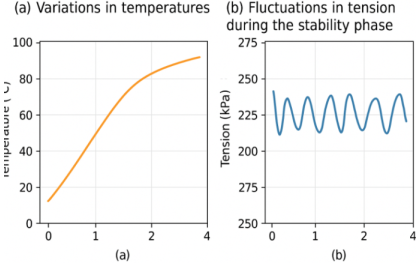
Figure 4. (a) Variations in temperatures, (b) Fluctuations in tension during the stability phase for the T-102 absorbing columns.
Additionally, the fluctuations in flow rate exhibit a notable increase in the velocity of liquid flow towards the bottom section of the tube, where considerable cooling occurs, highlighting the dynamic nature of the process. The operational procedure further incorporates a T-102 evaporation vessel, where light gasoline, the primary target product, constitutes a substantial proportion of the resultant output. Within the higher stream of the columns, one can find sulfate along with more minor chemical constituents, whereas the lesser flow effectively eliminates significantly larger molecules that are devoid of sulfur, thus enhancing the purity of the output. Illustration 4a presents a detailed depiction of the temperature gradient across the T-102 shaft, which spans a temperature range from 100°C at the lower end to 600°C at the upper end. The highest temperature is observed at the reboiler located at tray 10 at the base of the column, whereas the temperature is minimized at the top section, a phenomenon that can be attributed to the functioning of the condenser, which plays a pivotal role in converting vapor back into liquid, thus facilitating a return flow at the apex of the column. Furthermore, Illustration 4b elucidates the pressure variations experienced within the system, showcasing a linear decline in pressure throughout the length of the stake, with the extreme compression being situated at the uppermost section, thereby providing critical insights into the operational dynamics of the system.
The T-103 columns serve as a supplementary absorber stack within the overall procedural framework, having been meticulously designed and engineered to effectively absorb sulfur compounds that may be present in lighter gasoline. Before the air enters the channel, it undergoes a significant temperature reduction, dropping from a relatively high temperature of 90°C down to a more manageable 25°C, thereby ensuring optimal conditions for the subsequent processes. This particular tower, in conjunction with the columns, has been specifically tailored to significantly lower the nitrogen percentage found in photographic diesel while simultaneously capturing and eliminating toxic contaminants that could pose environmental or health risks. The outgoing low-level (LL) stream from the columns, which exhibits a notable velocity of 235.6 kg/h, represents the ultimate waste product that must be diligently detached from the equipment due to its alarmingly high lead concentration, necessitating careful handling and disposal.
In the intricate design of this process, the T-101 pillar plays a crucial role by effectively segregating the heavier components from the gaseous oxygen, thereby enhancing the overall efficiency of the system. Following this, the column meticulously finalizes the concentration procedure, ensuring that the anticipated graceful fuel lubricant is preserved while simultaneously eliminating the heavier constituents that do not contain sulfur, thus contributing to a cleaner output. Throughout the various trays within the T-102 column, the temperature exhibits considerable variability, fluctuating between 100°C and 600°C, with the developed heats being recorded at the reboiler, and peak pressure occurring at the very top of the column. The T-103 column plays a vital role in the final extraction of sulfur from light fuel oil, achieving this by effectively reducing the inlet temperature from an initial 90°C to a much cooler 25°C, thereby facilitating the removal of sulfur compounds. The final result, known as the LL stream, is characterised by a significant sulfur content of 134.6 kg/h, which, due to its hazardous nature, is ultimately disposed of as waste material. Furthermore, the optimal output generated from both the T-102 and T-103 columns is commendably low, with selenium levels being maintained at less than 0.5%, thus ensuring compliance with environmental standards.
The culmination of the experiment yields an outcome that is derived from two distinct channels, each contributing to the overall efficiency of the process. These flows are characterised by a sulfur content that remains below the threshold of 0.5%, a result achieved through the careful management of the bottom output from the T-102 columns and the higher output from the T-103 separator, which operate independently but collaboratively. To provide clarity and insight into the system's performance,
Table 2 meticulously outlines the results and attributes associated with both the incoming and production flows, offering a comprehensive overview of the entire operational framework.
Table 2. Outcomes of the fuel oil degradation experiment.
Rows | stream name | Flow (kg/h) | Description |
Feed | Fuel oil | 600 | Comprises 3.75% of mercaptan with a carbon chain length of 1 to 5. |
H2O2 | 3 | compounds + hydrogen sulphide |
Product | Fuel oil | 53 | As input to participate in the oxidation reaction |
Wastewater | 541.6 | Fifty-four percent Comprises substantial heavy compounds and contains significant quantities of sulfur. |
Assessment of processing units' vulnerability assessment outcomes.
In the device, processes one to six transpired in this order:
2(C3H8S)+H2O2→C6H14S2+2H2O(5)
2(CH4S)+H2O2→C2H6S2+2H2O(6)
2(C2H6S)+H2O2→C4H10S2+2H2O(7)
2(C4H10S)+H2O2→C8H18S2+2H2O(8)
2(C5H12S)+H2O2→C10H22S2+2H2O(9)
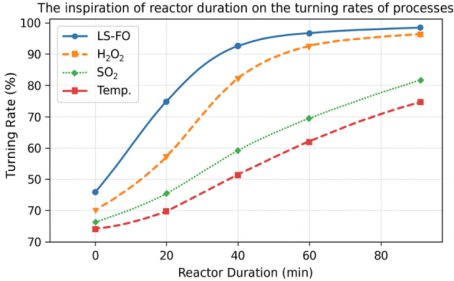
Figure 5 demonstrates the impact of reactor duration on processes (see equations (
4) to (
9)). The graphic clearly illustrates that a rise in the vessel's height correlates with an increase in the conversion proportion of all processes, thereby enhancing the process. An enhanced opportunity for the cycle to conclude arises as the vessel's diameter is augmented. It is essential to note that changes have previously occurred; therefore, an unnecessary increase in the vessel's size exceeding a specific limit does not affect the translation of the change.
Figure 5. The inspiration of reactor duration on the turning rates of processes.
4.2. Parametric Sensitivity Analysis of Reactor Performance
The breadth of the vessel, which bears a remarkable resemblance to its length, has had a distinctly positive impact on the overall efficiency of the process being analyzed. It is crucial to note that this particular increase in efficiency was somewhat constrained, and therefore, no significant transformation in the percentage of convertibility was observed even as the length of the vessel was extended from 1.4 meters to larger dimensions, given that the maximum conversion percentage attainable for the reactions had already been reached prior to these adjustments. In stark contrast to this, it is noteworthy that the majority of the reactions did demonstrate a considerable improvement in their conversion rates, which advanced from a commendable 84% to an impressive 98% when the dimensions of the unit were increased from 0.5 meters to 1.2 meters, thereby highlighting the intricate relationship between the physical dimensions of the apparatus and its operational efficiency.
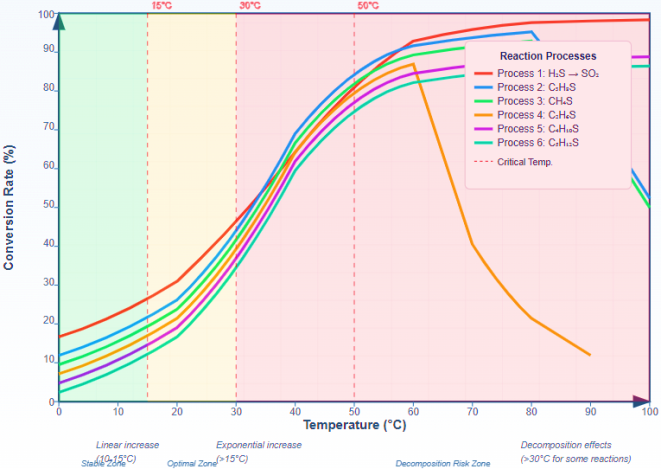
In
Figure 6, one can clearly observe the significant impact that temperature has on the conversion percentages of the various reactions being studied. The results obtained unequivocally demonstrate that an increase in the feed temperature consistently leads to an enhancement in the conversion percentage across all outcomes, particularly because the reactions in question are fundamentally endothermic in nature. Specifically, as the feed temperature is raised from a modest 10 degrees to a slightly higher 15 degrees, the conversion percentage experiences a linear increase; however, it is particularly noteworthy that once the feed temperature surpasses the 15-degree threshold, the conversion percentage begins to escalate at an exponential rate. This remarkable growth trend continues unabated until such a time when the elevated temperature begins to inhibit the decomposition of the feed materials involved in the reactions
. In the cases of the second and third reactions, it has been observed that the reactants display a pronounced sensitivity to temperature fluctuations; when the boiling point exceeds 30 degrees, the breakdown of certain substances within the vessel occurs, which ultimately leads to a decrease in the amount of substance transformation, thereby reflecting a significant alteration in the conversion of components into final goods. Notably, in the fourth reaction, the temperature reaches a critical threshold of 50 degrees Celsius, at which point the reactants undergo disintegration as they enter the furnace, thereby underscoring the delicate balance that must be maintained between temperature and reaction efficacy. Furthermore, it is essential to note that an increase in the mass flow rate of hydrogen peroxide from an initial value of 0.5 kg/h to a significantly higher level of 1.5 kg/h leads to a pronounced improvement in the overall reaction conversion percentage observed across all types of reactions being examined; however, it should be emphasized that when the flow rates surpass the threshold of 1.5 kg/h, the translation proportion tends to approach an impressive 100%. Tension, or pressure, is undeniably a critical variable that exerts a considerable influence on the percentages of reaction exchange
| [65] | B. Raggad, “Time varying causal relationship between renewable energy consumption, oil prices and economic activity: New evidence from the United States,” Resour. Policy, vol. 74, p. 102422, 2021, https://doi.org/10.1016/j.resourpol.2021.102422 |
[65]
; the conclusions drawn from the research unequivocally indicated that raising the pressure from a baseline of 1.5 bar to an elevated level of 5 bar significantly enhanced the conversion percentage from an initial value of 0% to a remarkable 99%. Beyond the pressure of 5 bar, it has been observed that the variations in conversion rates become negligible, with the conversion rate ultimately stabilizing at a commendable level of 99.5%. The T-103 columns serve as an auxiliary absorber stack throughout the entire procedure, and they have been specifically engineered to effectively absorb sulfur compounds from lighter gasoline, thereby playing a crucial role in the overall process efficiency. Prior to entering the channel for further processing, the incoming air is cooled from a high temperature of 90°C to a much more moderate 25°C. This particular tower, in conjunction with the T-102 columns, has been meticulously designed to significantly reduce the nitrogen percentage present in photographic diesel, while also capturing and removing toxic contaminants that could adversely affect the value of the final product. The outgoing LL rivulet from the columns, which exhibits a velocity of 456.6 kg/h, signifies the ultimate waste that necessitates careful removal from the equipment due to its considerably high concentration of lead, which poses a serious environmental concern. The pillar is responsible for the separation of heavy mechanisms and gaseous oxygen, whereas the T-102 column plays a crucial role in finalising the purification process, effectively preserving the preferred refined petroleum lubricant while eliminating heavier constituents that are free of sulfur. The temperature within the T-102 column fluctuates significantly
| [66] | P. Fiszeder, M. Fałdziński, and P. Molnár, “Attention to oil prices and its impact on the oil, gold and stock markets and their covariance,” Energy Econ., vol. 120, p. 106643, 2023, https://doi.org/10.1016/j.eneco.2023.106643 |
[66]
, ranging from 100°C to 600°C throughout the various plates, with elevated temperatures being recorded at the reboiler, and peak pressure conditions observed at the summit of the column. The T-103 column completes the extraction of sulfur from light fuel oil by methodically reducing the inlet temperatures from the initial high of 90°C down to a much more manageable level of 25°C. The result, commonly referred to as the LL stream, exhibits a notable sulfur content of 134.6 kg/h, which unfortunately necessitates its disposal as waste. The optimal product derived from the T-102 and T-103 columns boasts an impressively low selenium content of under 0.5%. The outcome of the experiment is meticulously derived from two distinct channels, which together include flows that contain less than 0.5% sulfur substances, these being sourced from the lower result of the T-102 columns as well as the greater output from the T-103 separator, which operate independently of one another.
Table 2 presents the results and various attributes associated with both the incoming and production flows throughout the system, providing a comprehensive overview of the operational efficiencies achieved.
Figure 6. The effect of warmth on conversion rates of processes.
Analysis of processing units optimisation outcomes.
An optimal architectural framework is initiated by a comprehensive understanding and careful delineation of the various target operations, choices, and the inherent restrictions that may exist within the context. The process of optimisation is a powerful tool used for managing and designing complex structural systems (Gupta & Pierdzioch, 2021a), as it significantly aids in identifying and clarifying the most favourable operational conditions alongside the layout variables that govern the project. Through diligent practice, one can effectively determine the ideal target parameters, which may be either enhanced or diminished according to the specific requirements and constraints of the architectural endeavour.
In terms of effectiveness, it is of paramount importance to articulate the precise relationships that exist within the structural framework, as this often represents the most crucial and, at times, the most challenging task to undertake
. The separation of structural components, the establishment of optimal rules, the careful selection of options, and the precise definition of objectives are all essential elements that must be meticulously delineated to formulate the accurate relationships pertinent to the issue at hand. The matters that will be addressed in this discussion are pivotal for a thorough understanding of the optimization process. To begin with, the technique of mechanical and financial optimization of the procedure will be presented in detail, followed by the necessary equations that support this methodology
| [68] | Haroon, M. (2024). Energy poverty in the face of stringent environmental policies: An analysis of mitigating role of energy storage in China. Journal of Energy Storage, 81, 110396. https://doi.org/ https://doi.org/10.1016/j.est.2023.110396 |
[68]
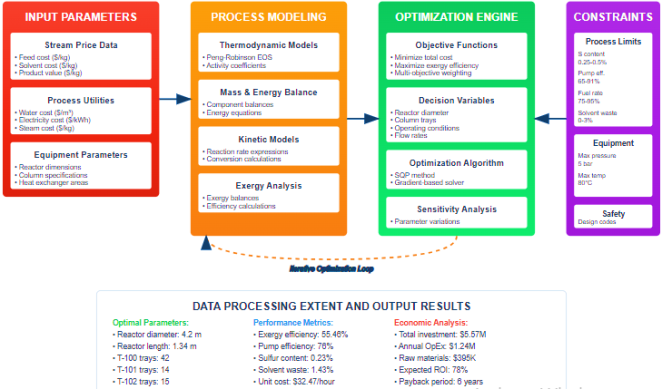
. Initially, within the Stream Price tab, one will find that the expenses associated with feed, solvent, and product are systematically recorded for clarity and tracking purposes. Costs related to the utility sector, which encompasses vital resources such as water, electricity, and steam, are documented under the Process Utilities tab to provide a comprehensive overview of all relevant expenditures. Lastly,
Figure 7 serves to delineate the specific conditions and the extensive scope of data processing that underpins this entire optimization framework, showcasing the intricate relationship between various components and their respective influences on the overall architecture.
Figure 7. Establishing parameters and the extent of data processing.
Ultimately, calculations related to finances are executed by activating the Finance Engaged and automatically evaluating options. It is essential to specify that device scaling is conducted via a program repository, with estimations derived from the daily price (after Online connectivity) for expenses. Download the optimised ecosystem by selecting the Optimizer option in the research area of the website after completing financial estimates. The program enhances the steps from both energy and economic viewpoints, following the establishment of optimized criteria and the input of optimization data.
The subsequent calculations pertain to electricity balances. The energy balance during this cycle is delineated by Equation (
10):
(10)
In this context, the source rivers' warmth, labor, and solubility are represented by Qi, Wi, and hi, respectively, while the resultant electricity is associated with Qe and hi.
Table 3 presents the designated energy balance for different process equipment.
Table 3. Power Balancing Relationships for Various Processing Machinery.
Equipment Balance | Energy balance |
Columns | |
Pump | |
Compressor | |
Reactor | |
Boiler | |
Heat exchanger | |
4.3. Theoretical Framework for Exergy Analysis
The forthcoming equations are closely tied to the complex process of power balancing, which plays a crucial role in various technological applications. For nearly ten years, a wide array of thermal researchers and advanced technologists has been diligently utilising the concept of power evaluation, with a particular focus on entropy equilibrium, to accurately determine both the power inputs required and the expenditures incurred within thermal structures and operational systems. Furthermore, it is essential to recognize that different forms of matter exhibit equivalence in vitality examination, which is inherently created on the foundational principles established by the original law of mechanics. As a direct consequence of this understanding, it becomes evident that an investigation that solely concentrates on energy consumption may inadvertently lead to misleading conclusions, as it fails to adequately account for the intrinsic losses that occur within an organization’s operations. An energetic assessment of thermodynamic systems, including but not limited to heat pumps, burners, and fans, serves as a particularly relevant example that underscores the importance of comprehensive analysis. To effectively mitigate energy waste within these various apparatuses, it is essential to expedite the implementation of appropriate measures. Thermal investigation emerges as a highly effective methodology for pinpointing the location, extent, and origins of inefficiencies that may arise within thermodynamic systems. The utilisation of insights gleaned from this thorough investigation can significantly enhance the overall efficiency of consumer systems and energy converters. Moreover, it is essential to highlight that this study plays a crucial role in clarifying and elucidating the misconceptions that may arise from examining the criteria set forth by the first law of thermodynamics. By fostering a deeper understanding of these complex interactions, we can collectively work towards optimising energy utilisation in various applications. The ongoing dialogue within this field remains vital as advancements continue to emerge, promoting further collaboration and innovation among industry stakeholders. Such efforts will undoubtedly contribute to the development of more sustainable and efficient energy practices that benefit society as a whole (see equations (
11) to (
20)).
(11)
(13)
(14)
(17)
(18)
(19)
(21)
Table 4. Exercise-Moir Correlation.
Apparatus | Exergy Effectiveness | Exergy Devastation |
Columns | | |
Pump | | |
Reactor | | |
Boiler Heat exchanger | | |
The overarching aim of pursuing technological advancements and economic efficiencies is to thoroughly evaluate and determine the individual costs associated with every piece of equipment and component being considered, alongside a comprehensive assessment of the aggregate costs related to the systems under scrutiny. In this context, a diverse array of methodologies has been suggested and explored for accurately assessing the procurement costs of various elements, which are fundamentally based on a range of design variables that serve as the essential groundwork for making informed estimates, given that any modifications in the functional characteristics of each product will inevitably have a significant impact on its dimensions and, consequently, its associated costs. Therefore, it becomes imperative for stakeholders to conduct a meticulous examination of these relationships to ensure that economic viability and technological performance align harmoniously, thereby facilitating more effective decision-making processes in the realm of system optimisation. (see equation (
22))
The relationship, as mentioned earlier, encompasses the expense of acquiring element k, the yearly operational days of the structure, the upkeep and servicing percentage (generally 1.06), and the profitability value (
), which is influenced by the attention amount and the duration of the method's operation. Specific outcomes are attainable (see equation (
23)):
i denotes the curiosity rate, and n signifies the span of program functioning. The buying price of every part is derived from the relationships in
Table 5 under the most ideal conditions and (see equations (
24) to (
26)).
Table 5. Presents the cost equations for separately section.
Arrangement apparatuses | Comparison coefficients | Price reliant |
Air pump | | |
Reactor | | |
Absorption columns | - | |
Boiler | - | |
Pump | - | |
Converter | - | |
(24)
(25)
The minimal warming property of gasoline, denoted as LHV, is stated in kJ/kg in the context above. The fuel price rate is denoted in $/(kWh) according to the specified equation, presuming that the expense per ton is stated in pounds. Therefore, the subsequent description is applicable to the ultimate objective plan for the processes (see equation (
27)).
(26)
(27)
The entire method's price point and the expense of all parts must be ascertained through technical characteristics to optimize the process economically.
Table 6 presents the requisite criteria for the costs associated with component acquisitions, repairs, maintenance, and additional economic factors.
Table 6. Financial Aspects.
Economic parameters | Amount |
Lending cost (percentage) | 76 |
Duration of service (years) | 23 |
Component of repairing and upkeep | 1.04 |
Annual time of operation (hours) | 8723 |
Reduced energy amount of gasoline (kJ/kg) | 19,23 |
The primary objective of this section of the report is to meticulously enhance and optimise overall operational efficiency, ensuring that all processes operate at peak efficiency. Through a comprehensive and thorough examination, we were able to ascertain the multifaceted effects of a wide array of variables that play a crucial role in the system's performance. Notably, significant improvements have been systematically implemented, utilising the two specified target parameters, alongside intricate calculations and established connections that guide our operational strategies. The pivotal aspects under consideration for this research include the quantity of sulfate contained within the processed gasoline, the volume of sulfur-free fuel oil that has been successfully produced, the amount of solutions that have been utilized and disposed of during the process, as well as the overall productivity of the distillation tower pump, all of which are critical factors influencing our operational outcomes. In this context,
Table 7, which is prominently featured in this section, illustrates the comprehensive spectrum of variations concerning the factors that have been thoughtfully employed in the decision-making process. Moreover, it is imperative to recognise that these variations not only inform our current strategies but also lay the groundwork for future advancements and refinements within the operational framework. Thus, the insights gained from this analysis are expected to contribute significantly to our ongoing commitment to excellence and sustainability in operational practices.
Table 7. Variation when deciding factors.
Optimization constraints | Amounts |
Concentration of sulfur molecules in the good (wt%) | 0.25<S<0.5 |
Efficiency of the pump (cost constraint) | 0.65<η<0.91 |
Quantity of gasoline produced | 0.75Feed < Mazut < 0.95Fees |
Quantity of solvents discarded. | 0<P<3W% |
4.4. Multi-Objective Optimization Results and Performance Metrics
The conclusive measurement of sulfate concentration has been successfully diminished to a noteworthy level of 0.22%. In comparison, the instances of solvent leakage have been meticulously controlled to a commendable rate of merely 1.75%, and the efficiency of the pump has been expertly maintained at an impressive ratio of 0.75%. This meticulous procedure has resulted in a significant reduction in the sulfur content present in the final product, which in turn has provided substantial economic benefits, as evidenced by notably competitive operating costs and the effective utilisation of our available assets. The subsequent graphic representation illustrates the optimal cost diagram, meticulously derived from the optimisation of power following the comprehensive process optimisation undertaken. In this context,
Table 7 has been strategically employed to identify and determine the most advantageous locations for the application of the aforementioned technique. Furthermore,
Figure 8 provides a clear visual representation of the cost management strategy developed to enhance operational efficiencies. It is essential to recognise that these efforts collectively underscore our commitment to continuous improvement and excellence in our operational practices, ensuring that we remain at the forefront of industry standards.
Figure 8. Expense minimisation diagram.
The ideal mode exhibited an energy efficiency of 55.57%, with a daily total price of $45.43 to create sulfur-free gasoline. The characteristics of ideal locations are also presented in
Table 8.
Table 8. Optimal Stages in the Procedure.
Limitation | Unit | Amount |
Quantity of T-103 stake boxes | Number | 42 |
Quantity of T-103 column boxes | Number | 14 |
Quantity of T-103 column boxes | Number | 15 |
Quantity of T-103 column boxes | Number | 13 |
Diameter of the reactors | Meter | 4.2 |
Diameter of the reactor | Meter | 1.34 |
The effectiveness of exercise | % | 55.46 |
Cost per unit | ($/hour) | 32.47 |
Quantity of solvents squandered | % | 1.43 |
Effectiveness of the pump | % | 0.76 |
The proportion of selenium in the good | % | 0.23 |
Finally, they are illustrated in
Figure 9a and 9b, which correspond to the efficiency of energy and exercise, as well as the proportion of exergy damage.
Figure 9. (a) Rate of exergy degradation and (b) Electricity economy and exertion.
The financial facts derived from procedure improvement are presented in
Table 9. The financial information derived from the process optimisation, as illustrated in
Table 9, offers a summary of the principal economic parameters.
Table 9. Statistics on Economic System Optimisation.
Economic parameter | Amount |
Overall Principal Charge (USD) | 5,567,767 |
Overall Operational Expense (USD/Year) | 1,2367 |
Overall Price of Basic Ingredients (USD/Year) | 394,678 |
Total Annual Products Revenue (USD) | 247,102 |
Total Annual Electricity Expenditure (USD) | 2390086 |
Expected Rates of Returns (% per Annum) | 78 |
Purchase Order Term (Year) | 6 |
Cost of Machinery (USD) | 277,345 |
Total Installation Expense (USD) | 1,266,789 |
4.5. Comprehensive Economic Analysis and Financial Viability Assessment
The total financial outlay, which represents the comprehensive investment required for establishing the processing framework, is calculated to be a substantial $5,292,770, reflecting the complexity and intricacy involved in such an endeavour. In terms of annual operational expenditures, which notably do not include the costs associated with raw materials and energy consumption, these expenses total a considerable sum of $1,821,820, highlighting the ongoing financial commitment required for smooth operations. Simultaneously, the average financial requirement for procuring raw supplies is estimated to be $394,474, underscoring the importance of maintaining a steady supply chain to support the operational framework. Projections indicate that the anticipated yearly revenue generated from the sale of equipment is expected to reach an impressive figure of $89046, which serves as a testament to the potential profitability of the enterprise. Furthermore, the annual expenditure dedicated to maintaining facilities, which covers essential elements such as sanitation, lighting, and heating, totals $102,086, thereby ensuring a conducive environment for all activities. The expected annual return on investment has been prudently set at 20%, providing a clear benchmark for assessing the financial success of the undertaking. Moreover, the payment duration is noted as 0, signifying that the timeline for achieving a break-even point is projected to align closely with the early or very short-term outcomes, thus presenting an optimistic outlook. The cost associated with processed hardware stands at $7653, and when the associated installation costs are included, the total installed cost aggregates to $1,896,300, reflecting the comprehensive nature of the financial planning involved. Taken together, these financial metrics assess both the initial capital requirements and ongoing operational costs, while also factoring in projected financial benefits, thereby offering valuable insights into the economic feasibility and overall effectiveness of the enhanced processing methodology. This thorough analysis not only highlights the investment necessary but also provides a framework for evaluating potential returns and sustainability in an increasingly competitive market. Such detailed financial scrutiny is essential for fostering a robust and resilient operational strategy that can adapt to evolving economic conditions and market demands.