Abstract
In work environments and industries, there are several factors that contribute to the fall of productivity and these factors have been the cause of several investigations so that one can minimize the issue of cleaner and complexity of production in mechanical machines workshops and other engineering branches, in order to provide satisfaction, safety and increased production part of the organization customer satisfaction. The planning of the physical arrangement presents itself as an aspect that can confer decisive improvements, since in addition to defining the flow of materials in the production process. The present case study aims to present a proposal for the implementation of the improved layout in the mechanical workshop of the Ethiopia “Selam workshop” located in Kotbe. The current layout of the Selam machinery workshop has exerted negative influence on issues such as production volume, system flexibility and even material and labor costs. In machining shops specifically, there are many process variables that make it difficult to work on improving the productivity index. Here, it analyzed the production process in the machining sector in which the process variables are from the high amount of shapes of the parts to the position of the machines, tools, and differentiated production devices. It analyzes the production process in two moments based on the production time. In the first, productivity before and, in the other, after the study and process changes focused on approximation of sectors, tools, using as work philosophy the Lean Manufacturing (takt time) to control the production time, especially with regard to the techniques of continuous improvement through the SPL Muther (approximation of sectors). Here are presented three layouts proposals, the first, is general occupation with new compartments or arranged compartments, the second, layout of the machinery in the line of Machining and a third layout for the flow of people and goods. Therefore, with the implementation of this project were met general aspects to the needs of the projected, bringing about changes like: reduction of complexity in production in the line of machining, creation of warehouses for raw material and finished products, increased sectorial cooperation, increase of the final quality of the service provided, enhancement of the workers' ergonomic settings.
|
Published in
|
Applied Engineering (Volume 9, Issue 2)
|
|
DOI
|
10.11648/j.ae.20250902.11
|
|
Page(s)
|
50-63 |
|
Creative Commons
|

This is an Open Access article, distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution and reproduction in any medium or format, provided the original work is properly cited.
|
|
Copyright
|
Copyright © The Author(s), 2025. Published by Science Publishing Group
|
Keywords
Productivity Improvement, Facility Arrangement, Customer Satisfaction, Clear Production
1. Introduction
Machines and equipment are indispensable as tools for working or facilitating daily services. The layout of machines in any production process must be thoroughly studied so that they maximize the production and circulation of product or raw material within the work environment, but should still allow the movement of workers or employees and reduce labor risks
| [1] | Kovács G. Combination of Lean value-oriented conception and facility layout design for even more significant efficiency improvement and cost reduction. International journal of production research, 2020, 58(10): 2916-2936. |
[1]
. This project aims to explain about the knowledge about layouts and correlate them with the environment of operating machines, that is, an environment in which production is carried out with the machining of materials and still promote the safety of workers involved in this process through the layout.
In the last decades, Ethiopia has been making several changes in order to become industrial hub in the region, needing to increase the production scale. This is the central idea advocated by national industrialists, who see in their branch a huge potential to stimulate domestic production, replace imports and promote the diversification of the economy
| [2] | Naik SB, Kallurkar S. A literature review on efficient plant layout design. International journal of industrial engineering, 2016, 7(2): 43-51. |
[2]
. The industrialists argue that the realization of this potential involves the development of the production scale, as well as the elimination of some structural constraints that have prevented a more sustained growth of the industrial sector
| [3] | Greasley A. Using simulation for facility design. A case study. Simulation modelling practice and theory, 2008, 16(6): 670-677. |
[3]
.
The fourth chapter, data analyses, right before the recommendations and conclusions, there is a summary of the comparison of the average duration of change and transport of equipment and tools between the layout proposal and the current layout. Through the analysis performed, it was verified that the most expected result and the factor that most influences the implementation of the layout proposal is, after some years of using the layout proposal, they could be saved many hours, which is equivalent to say several days of work, that is, practically.
1.1. Methodology
This project will analyze and discuss contents about facility layout based on different bibliography in industry more specifically on plant layout field. The data collection method used in this research was divided into stages, which were the exploration and reading of the bibliography, the review of standards and legislation, the selection of the place of study, selection of the subjects of the interview, calculation of the sample, preparation of the questionnaire, application of the questionnaire and data analysis. First, it was defined which type of workshop to select for the search object. Then, through websites, magazines and in the bibliography, indicators were searched that showed the categories of workshops most present in the market and that would be more relevant to be present in the research.
People who work in the areas of interest to the research (administrative or office and repair area) were elected to participate in the questionnaire. Also included are workshop heads, mechanics in general and, if any, auxiliaries of mechanics, who have technical and empirical knowledge of the daily practices of a mechanical workshop. The sampling was defined by the snowball method, where the initial study participants recommend new participants and so on until a satisfactory number of interviewees are obtained
| [4] | Taghavi A, Murat A. A heuristic procedure for the integrated facility layout design and flow assignment problem. Computers & industrial engineering, 2011, 61(1): 55-63. |
[4]
.
1.2. Types of Plant Layout
The types of manufacturing processes relate to the type of physical arrangement, according to which the operation must be organized and the entities must flow; because the layout is the physical manifestation of a type of process. "The type of operation determines the requirements of the layout.” Despite certain divergences in the classification of layout types
| [5] | Bockorni BR, Gomes AF. Snowball sampling in a qualitative research in the field of management. Journal of business sciences of UNIPAR, 2021, 22(1). |
[5]
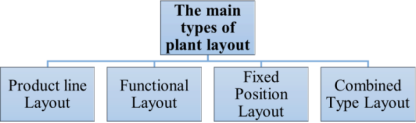
. For some authors there are four different types of layout:
Figure 1. The main types of plant layout.
1.3. Plant Layout Types’ Description
1) Product line layout
The physical arrangement by product, also called production line or assembly line, seeks to define the sequence in which productive resources must be arranged in order to process the product, customer or information. Facilities in this category are placed based on the order in which the products are produced. Facilities can be set up to achieve an optimal mass transfer and a lower cost per unit for producing big quantities of one or more products
| [6] | Jain AK, Mishra DP. Integration and optimization of facility design considering replacement analysis. Indian journal of science and technology, 2016, 9: S1. |
[6]
.
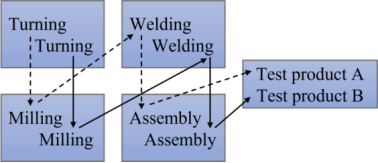
When a distinct production line may be justified because of the high quantity being produced, this layout option is used. Machinery is not shared by several items in a tight product arrangement. For the equipment to be used to its full potential, the production volume must be adequate. It displays a common product layout in
Figure 2.
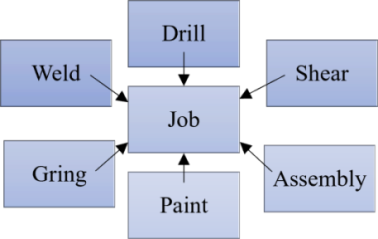
2) Functional layout
In a functional arrangement, operations and processes are arranged based on the sort of work (or purpose) they perform. The machines are grouped according to the function they perform each functional group supports various product families, lines, or teams while congregating in a common work area. Departmentalization is another word that has a close relationship to functional layouts. Here, departments are created based on the task that they perform. Lean aims to create flow throughout the organization by basing organizational activities and processes on the process
| [8] | Dos Santos TS, da Silva EV, Monteiro AS, de Souza Rocha N, Alves LF. Proposal to improve the layout for a truck workshop through the application of the PSL methodology. Latin American journal of innovation and production engineering, 2018, 6(9): 133-147. |
[8]
.
3) Fixed position layout
With a fixed position arrangement, personnel and equipment are brought to the material, which stays in one location, and the product is finished there. This means that the project stays in one location and only one work area is visited. A roadway, bridge, house, an operating table in a hospital operating room, an aircraft manufacturing facility, big pressure fabrication, ship building, and other industries all use this kind of arrangement
| [10] | Ekren BY, Ornek AM. A simulation based experimental design to analyze factors affecting production flow time. Simulation modelling practice and theory, 2008, 16(3): 278-293. |
[10]
.
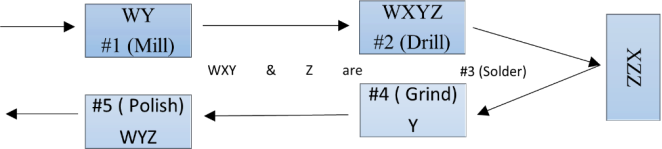
4) Combined type layout
The advantages of both types of layout are combined in group layout, which blends process and product layouts. All three processes, the intermittent process (job shops), the continuous process (mass production shops), and the combined process (representative process), may be necessary in some manufacturing units
| [12] | E Cress P, Fiala T. Adapting the Toyota production system in plastic surgery practices to improve practice management and the user experience. Aesthetic surgery journal, 2022, 42(7): 830-832. |
[12]
.
Just a product layout, process layout, or permanent location layout exists in the majority of industries. Consequently, a mixture of the product and process layout or another combination is typically observed in practice in manufacturing concerns where many items are produced in repetitive amounts
| [13] | Gupta MJ, Chaturvedi S, Prasad R, Ananthi N. Principles and practice of management. AG PUBLISHING HOUSE, 2022. |
[13]
.
Industries where parts are made and assembled typically use both process and product layouts, with assembly sections frequently using the former. At a soap manufacturing facility, the equipment used to make soap is arranged according to the product line principle, but auxiliary services like heating, glycerin production, electricity generation, water treatment facilities, etc., are structured according to a functional basis.
1.4. Theoretical Framework of the Research Object
Further on, the topic “improving the layout of the facilities” will be deepened, as it will be our object of study carried out in the Selam workshops. Unnecessary handling of materials and movement of personnel and equipment are the outcome of poor layout. Because of harm sustained throughout the production process, the Because of harm sustained throughout the production process, the product's quality may actually decline, lowering the value added. Furthermore, costs are increased by loss through breakage, theft, degradation, etc. These elements collectively raise the price of fabrication.
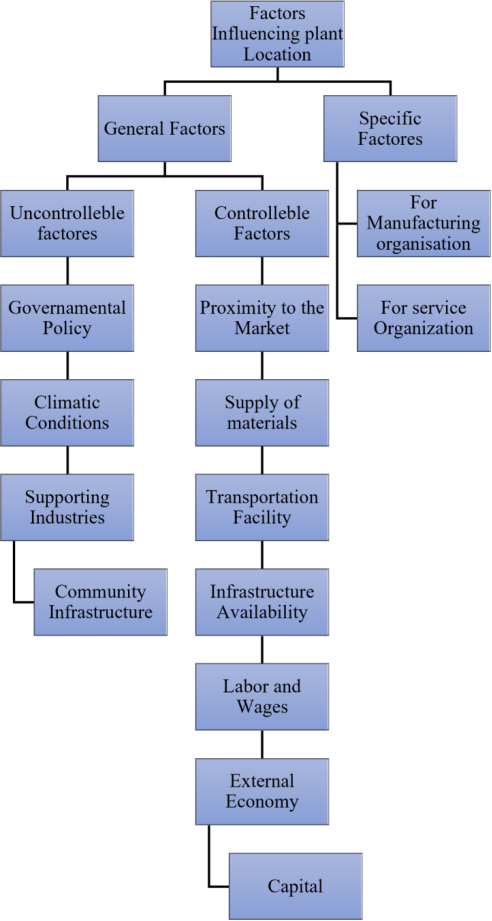
Figure 6. The general factors influencing to plant location.
1.5. The Selam Workshop’s BEP Models
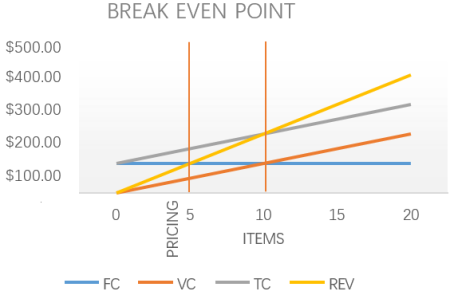
A specified ideal sales mix or the volume of output can be determined using break-even analysis. The metrics and calculations employed in the study are not used by outside parties like investors, regulators, or financial institutions; instead, they are intended solely for a company's management to use. The break-even point is calculated in this type of study (BEP). By dividing the entire fixed production costs by the cost per unit less the variable production costs, the break-even point is determined. Fixed costs are expenses that don't change no matter how many items are sold.
The level of fixed costs is compared to the profit generated by each extra unit produced and sold in a break-even analysis. A business with smaller fixed expenses typically has a lower break-even point of sales. For instance, if a business has no fixed expenses and sells its first product, it will automatically break even when variable costs do not exceed sales income.
Table 1. The EP workshop’s (BEP).
Units | FC | VC | TC | REV |
0 | $100.00 | 0 | $100.00 | 0 |
5 | $00.00 | 50 | $150.00 | 100 |
10 | $100.00 | 100 | $200.00 | 200 |
15 | $100.00 | 150 | $250.00 | 300 |
20 | $100.00 | 200 | $300.00 | 400 |
Break-Even Quantity = Fixed Costs / (Sales Price per Unit – Variable Cost Per Unit), where:
1) (FC)-Fixed Costs are costs that do not change with varying output (machinery).
2) (SP)- Sales Price per Unit is the selling price per unit.
3) (VC)-Variable Cost per Unit is the variable costs incurred to create a unit.
4) (REV)- REVENUE expectant profits for the company.
It is also important to remember that the contribution margin per unit is equal to the sales price per unit less the variable cost per unit. For the above
Table 1, a set of bolt and nut’s selling price is $20 and its variable costs are $10 to make the set, the break-even will then be fixed at 10 which means there will be a need of sell more than 10 units in order to cover the total cost of manufacture as can be seen on the following graph,
Figure 7.
Figure 7. The EP workshop BEP chart.
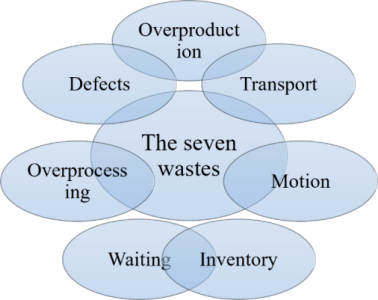
Figure 8. Activities that add value and do not add value.
2. Methodology
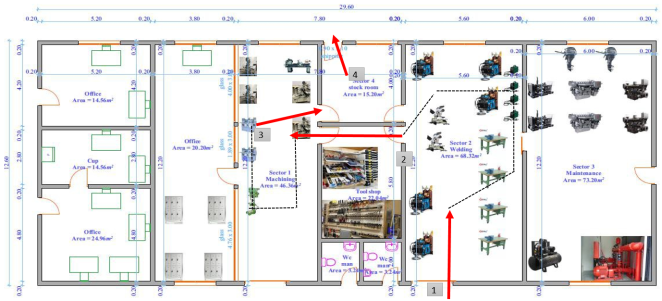
The case investigation was conducted in a Mechanical Workshop of Machining Materials, Welding, and automotive benefit services. in this workshop are held the classes of the under graduation course of the School of Fishing Selam, in addition to the machining of several pieces for campus maintenance and projects of undergraduate and graduate students of this Campus. Thus, the workshop occupies a space of 200 m2 divided into several sectors to mention:
Table 2. The sectors description and measurement.
Order | Sector | Size (m2) |
1 | Machining sector | 47 |
2 | Welding Sector and bench work | 70 |
3 | Electricity lab | 15 |
4 | Engine Simulation Sector | 73 |
2.1. Research Design
A quantitative a qualitative approach was both use to better present the analysis in this thesis, as so statistical numbers such as well as words and meaning where also used, so aspects.
Of both qualitative and quantitative. A key study that dives into re-layout context is the analysis of different methods to of plant layout design. Where used questionnaires and were also used observations to increment the tool analysis. This research was conceived in only one moment, so the interviews took place in a brief period, with no variation or evolution of the variables between them during the time.
So, with the structuring of the SLP stages, it was applied in the workshop, whose results came from the design of the current layout that defines the relative location between the areas. The procedures, where a study of the approximation between sectors of the workshop was carried out. Thus, relevant problems were diagnosed with regard to the organization of sectors and equipment
| [15] | Madsen, Dag Øivind, and Terje Berg. Lean Thinking. In encyclopedia of tourism management and Sebrosa, Rui Jorge Antão. Model of evaluation of the conditions of application of lean production, 2008. |
[15]
.
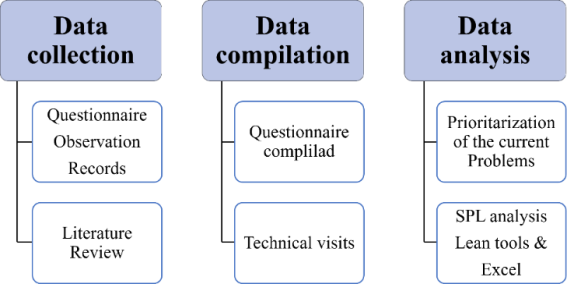
2.2. Data Collection
Surveys and questionnaires, in their most foundational sense, are a means of obtaining data from targeted respondents with the goal of generalizing the results to a broader public. Almost everyone involved in data collection, especially in the business and academic sector relies on surveys and questionnaires to obtain credible data and insights from their target audience. The research method used in this study is a survey and questionnaire as can be seen on Appendix a, which through the preparation of interviews or questionnaires obtains relevant quantitative and qualitative data and information from the target audience under consideration
| [16] | Ballard, Glenn, and Lauri Koskela. Rhetoric and design, 2013. |
[16]
. Conducting interviews that helped reveal more data about the inside workshop. This Interview, assisted in explaining, understanding, and exploring the perspectives, behavior, and experiences of participants
| [17] | N. S. Anil Kumar, Production and operations management. production and operations management. Bangalore, 2008. |
[17]
.
The third data collection used was records and documents. This data collection method involves analyzing an organization’s existing records and documents to track or project substantial changes over a specific moment period. The data may include the following: minutes of meetings and information logs.
2.3. Research Framework
A machining workshop is struggling with the problem of having complex and unclear production line. This is a big issue for the otherwise fast-growing shopping. Management wants to increase customer loyalty, and they believe that improved customer satisfaction will play a major role in achieving their goal of increased return customers by solving the current problems on the production line.
To investigate this problem, it has been identified and plans to focus on the following problem statement, objective, and research questions:
Problem: complexity and unclear production due to the current layout of the assets. Objective: To productivity and incurs customers satisfaction.
Research question: How can the satisfaction of company Selam workshop’s customers are improved in order to eliminate complexity and unclear production?
The concepts of “customer satisfaction” and “clear production by improving layout” are clearly central to this study, along with their relationship to the likelihood that the workshop must be improved
| [18] | Hopp WJ, Spearman ML. Setting safety leadtimes for purchased components in assembly systems. IIE transactions, 1993, 25(2): 2-11. |
[18]
.
Figure 9. The block methodology sequence.
3. Results and Discussion
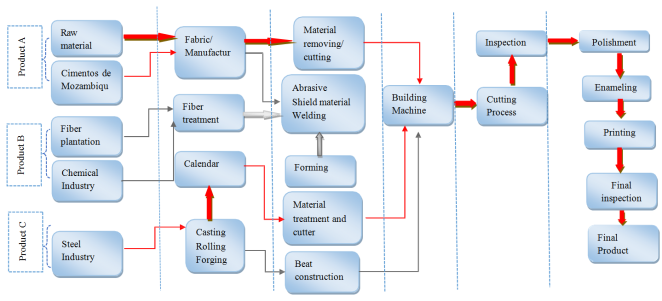
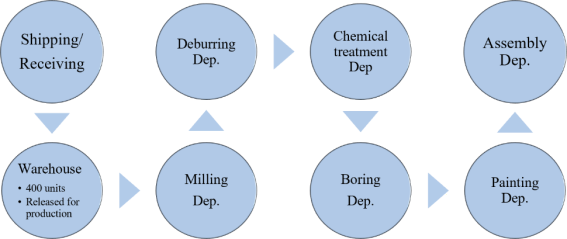
From the perspective of a layout study, an environment designed and adapted to the worker, can provide benefits to both the health and safety of the worker, as well as to increase the productivity of the organization. The workshop analyzed (Tab: 2) occupies an area of 300 m²; the company's process flow takes place most often within the city. The company's operational staff consists of 05 machine. The block methodology tool operators, manager, 02 mechanics and has the collaboration of non-permanent worker, is the case of students who do internship work. The organization has a fleet of 02 small ships for the transport of goods and people. The study aims to analyze the physical layout of the company and thus present improvements, minimizing the movement and time spent in the processes, generate benefits in the working condition of employees and improve performance. The flowchart follows describes the Processes of the activities carried out in the company studied.
Figure 10. The workshops ‘current batch production.
3.1. Process Flow Analysis Sheet for Body Production
Thirty nine events on the manufacturing line have been documented, along with information on the number of personnel, the distance the product has traveled, and the total number of pieces produced, as shown in
Figure 10.
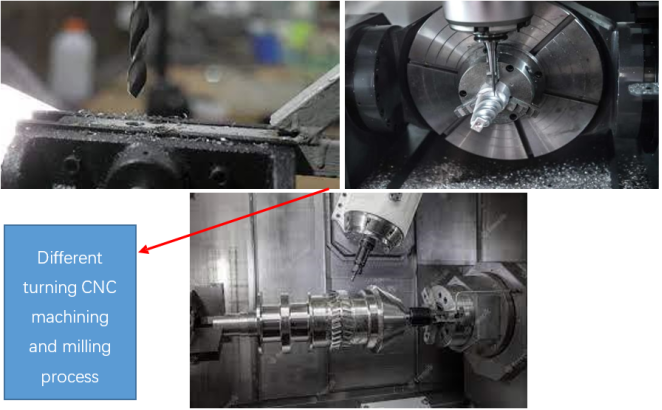
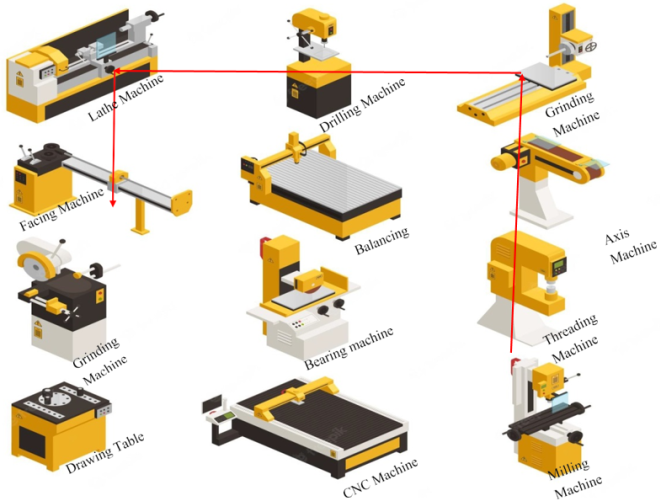
The layout design of the lathe machine shop, where movement of parts throughout the shop has been tracked, has been designed as a next step since the majority of the procedures have been completed on lather machines. Present contemporary machine shop layouts and point out the drawbacks of the current arrangement.
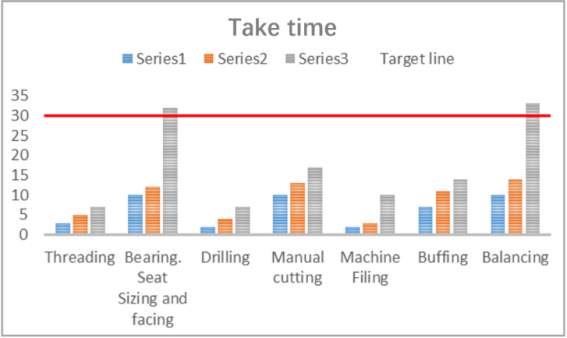
Figure 10 displays the line balancing assessment based on the data gathered. Where the task completion time has been plotted against the two sections production processes. Takt time is set to 30 seconds for each. As shown in above
Figure 10.
There are considerable differences in the task completion times for the two portions, and process standardization is urgently needed. While all other jobs take much less time than the stated Takt time (30 seconds), balancing tasks for both portions take longer. All of the tasks should be balanced out in order to achieve process smoothness.
Table 3. Process flow.
| Activity | Equipment | Distance (m) | Time (min) | Quantity (Pieces) |
1 | Receive | Floor | | | 400 |
2 | Cutting process | Trolley | 15 | | |
3 | Work in progress | Capstan lathe | | | |
4 | Facing | Capstan lathe | | 31 | |
5 | WIP | Floor | | | 1 |
6 | Transportation | Manual | 24 | | |
7 | WIP | Table | | | 1 |
8 | Bearing rough and rotor size | Capstan lathe | | 23 | |
9 | WIP | Floor | | | 2 |
10 | Transportation | Manual | 24 | | |
12 | WIP | Floor | | 18 | 2 |
13 | Rotor Fitting | press | | | |
14 | Wip | Floor | | | |
15 | Transportation | Manual | | | |
16 | WIP | Floor | | 27 | |
17 | Bearing, Seat sizing and rotor sizing | Table | | | 2 |
37 | WIP | | | | |
38 | Transportation | Manual | | | |
39 | Storage | Floor | | | |
Total | | | | 252 | |
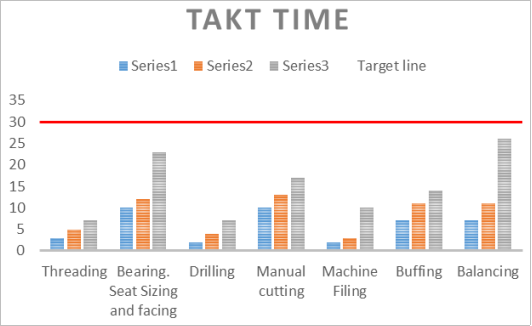
Figure 11. The processes based on time (s).
In terms of average values, it can be observed that only Bearing and Balancing exceed the TT. What is intended with balancing the Final Assembly is the uniform transfer of some operations from the other activities so that the execution time of the seven activities does not exceed the line corresponding to the TT (red line). The ideal would be not to exceed the TT line, otherwise it will not be possible to produce daily units desired. However, if the cycle time of an activity is much shorter than TT (Balancing), it means that the process is out of control, and can start to generate waste by overproduction, and to be able to use too many operators in that activity. On the other hand, if the cycle time is longer than the TT, it will not be possible to satisfy the customer.
The Main Constrains with the Current Physical Arrangement
When there is a need of changing the position of any element in a layout, it is needed to check its adaptability in an alternative place. Before proposing improvements to the layout, it is necessary to check its limitations.
The main limitations of the Layout of the workshop under study were then identified:
Figure 12. Sectors under study on production process.
Figure 13. Machining workshop sectors and the workshop main building.
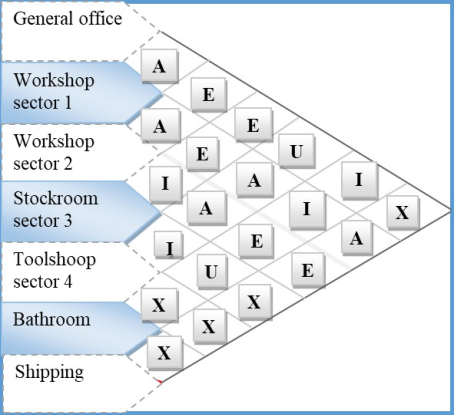
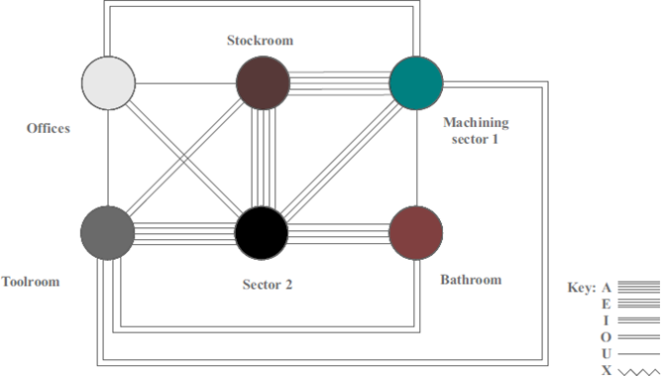
Analysis of the relationship diagram
The analysis of the relationships between the sectors was carried out based on the company's plan
Table 3, interviews with the main involved in each activity and especially by the analysis made on point 4.22. To establish the relative proximity of each sector, relating all sectors involved in the process. The vowels were used to establish the degree of relations, where (A) -Absolutely Necessary, (E) - Especially important, (I) - Important, (O) - Normal proximity, (U) - Unimportant and the (X) - undesirable. While the ratio of proximity between operations was classified as: (1) - Material handling, (2) - Proximity of Operations, (3) - Personal convenience, (4) - Inventory control, (5) - Supervision and/or inventory and (6) - Service control. Based on the data collected, the relationship map was made; this shows the degree of proximity of the sectors, as can be seen in
Figure 14.
The following step before plotting the diagram is to give the interaction between pairs a numerical value, as follows:
A - Definitely required = 16 E - Very significant = 8
I = Important, O = Alright,
U = Unimportant,
X = Undesirable, and so forth.
Figure 14. The interaction diagram.
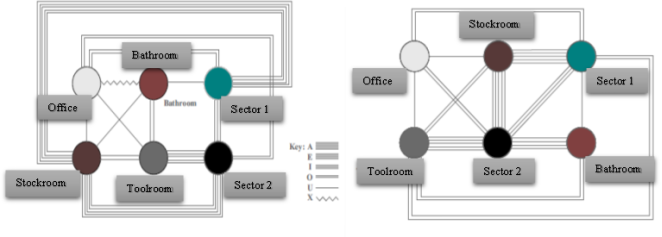
Figure 15. The rearranged map.
Tool room, Stockroom, bathroom, and sectors 1/2 got impressive ratings of 16, therefore they ought to be close by. The link between Stockroom and Shipping is likewise very strong. The layout can be changed to modify the overall score from -15 to a more productive 77. The systematic, logical Richard Muther Simple Systematic Layout Design approach will help to stop conversations and subdue bullies who dominate the office. More precociously can be seen on following
Figure 11 the flow plan.
Figure 16. From left to right, the affinity maps before and after rearrangement.
The right use of the physical space of a factory is an important factor for its proper functioning, because your organization is responsible for the flow patterns of materials, people and information. For this process it is essential to portray the current layout of the company as it helps to get a real idea of the work environment and most importantly helps to identify the possible design flaws in the definition of layout.
Figure 17. The machine shop’s flow plan after rearrangement.
3.2. Analysis of the Rearranged Layout
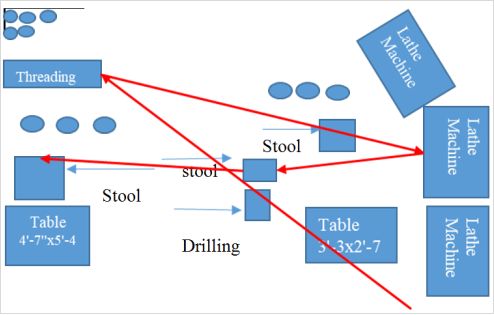
This part section mainly deals with the analysis of rearranged plant layout and facility, and then comparison between the current layout and the proposed. Based on time and total distance performed by the operators. Finally, the checklist taken from checking the improvement in productivity and quality related performance indicators. The layout of the workshop and time study data are the two major themes that divide the productivity-related data. Data regarding the layout of a machine shop, along the route of parts travel, it can be seen that movement of in the current layout is quite significant.
Furthermore, both forward and backward motions are present at the same time, and they frequently cross over one another. This demonstrates the complexity and bad design of the current layout, where machine placement was done without considering the needs of the work and without adhering to the fundamentals of layout design. A smaller manufacturing cell architecture has been suggested to enhance the current layout. for ensuring that the product flow is smooth. Furthermore, the order and combination of production processes were revised utilizing the data from the time study and process flow analysis, as shown in
Tables 1 and 2.
The following
Table 4. Accomplished by
Figure 18 show clearly the needing for interventions analyzed in the form of time and distance.
Table 4. The comparison based on distance and time.
Element | Distance (m) | Time (min) |
Before | After | Before | After |
Total body | 100 | 26 | 70 | 2.6 |
Machines | 15 | 10 | 31 | 4.8 |
Total | 115 | 36 | 101 | 7.4 |
Before and after the suggested interventions, various factors including the components' journey distance, the processing time, and the number have been compared. All of these factors directly affect total workplace productivity, and any improvement in these factors will consequently raise productivity. Findings are compared between the proposed interventions and various metrics as travel distance, processing time, worker count, and total work-in-process (WIP). We can see that the part's journey on the shop floor has greatly reduced (65.7%). That reduction significantly lessens the amount of work that employees must do to move items from one location to another. It will lessen their burden, effort, physical.
Stress, and exhaustion, which are the main contributors to job injuries, mental tension, mistakes, and accidents. In the same way, there have been 30% and 80%, respectively, decreases in workers and WIP. A reduction in workforce of 30% will lower the total labor costs associated with production. A significant drop in WIP indicates a general decrease in inventory expenses as well as an improvement in work flow. This aids businesses even more in establishing more dependable production methods.
Figure 18. The process time after rearrangements.
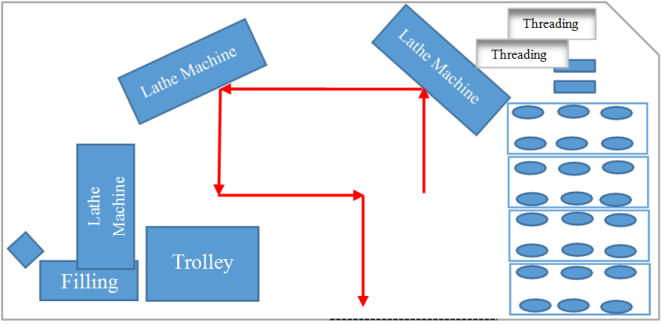
The following phase entails rearranging the process elements in the production area to create a cellular structure where different types of processing steps are carried out next to one another. For instance, machines are typically arranged in a U or C form to minimize operator travel, and they are grouped closely together with little space for work-in-progress. To optimize right-handed operator motions, the process flow is frequently counterclockwise.
Figure 19. Current Floor plan through machine.
Figure 20. Floor plan through machines-proposal.
Effective cellular layout design and production require a number of strategies. An enterprise can swiftly adapt a mechanism or process to create a different product type using single-minute exchange of die (SMED). As a result, a single cell and set of tools may create a variety of goods without requiring the lengthy equipment changeover and setup time associated with large batch-and-queue processes, allowing the business to react to changes in consumer demand swiftly.
In order for automated machinery to be able to stop, start, load, and unload automatically, human intelligence must be transferred to it. In certain instances, machines can also be programmed to recognize when a problematic part is being produced, stop, and send out an assistance signal. This frees up the operators for additional high-value tasks. Sakichi Toyoda designed automatic looms that stopped immediately when any thread broke in the early 1900s, introducing what is known as "automation with a human touch
| [19] | Uriarte AG, Moris MU, Ng AH, Oscarsson J. Lean, simulation and optimization: A win- win combination. In 2015 winter simulation conference, 2015, 2227-2238. |
[19]
. This made it possible for one operator to operate numerous machines without running the danger of manufacturing a significant amount of faulty fabric. This method is closely related to error proofing, often known as poka-yoke.
The replacement of huge equipment (sometimes known as monuments) with smaller equipment is frequently required when switching to a cellular system. Right-sized equipment is frequently portable, allowing for fast reconfiguration into a new cellular arrangement in a different site. In certain circumstances, equipment vendors provide alternatives with the proper dimensions, while in other cases, businesses design such equipment internally. As a general guideline, machines should not be more than three times as massive as the component they're meant to create.
The goal of this stage is to significantly optimize production time, quality, and costs by fine-tuning every aspect of cell operation. By stabilizing and improving equipment conditions, continuous improvement technologies like Kaizen, TPM, and Six Sigma can help reduce equipment-related losses like downtime, speed reduction, and defects. Organizations can aim to explore a more systematic redesign of a manufacturing process to achieve a "quantum leap" in terms of performance and production efficiencies. Increased utilization of the Production Preparation Process (3P) is one way to bring about this improvement (see
Figure 21).
Figure 21. Batch and queue production after rearrangements.
Figure 22. Queue production assets after rearrangements.
4. Conclusions
The optimization of processes is one of the main ways to maintain the competitiveness of companies, so the objective of this work was to demonstrate improvements with the modification of the layout in the Selam workshop. Productivity and cleaner production including removed unsafe work environments have both been examined in this study.
Several researches have examined the efficient design of facility planning in a production line of a manufacturing process, according to the aforementioned literature review. Finding the ideal layout configuration with generic heuristic approaches, however, has several drawbacks and restrictions. The constraints include the need for a lot of time and the inability to visualize the actual location and size of the machinery and equipment used in the facility design. The combination method (SPL/Lean tools) is a potent tool to assess and evaluate the potential configuration in layout optimization, and it may be the most helpful tool for making choices during design, analyses, and manufacturing system improvement. It also holds enormous potential for future productivity gains, product quality improvements, lead-time reductions, and cost savings. However, a 2D perspective arrangement could not show the machine or equipment in its genuine environment or with its actual dimensions. Software for discrete event simulation has grown quickly in recent years. There are a few fresh methods of facility design analysis in the future research of some literatures. One of them is assessing the current layout arrangement using a combination of 3D simulation and fundamental heuristic methods. The goal is to do a more thorough investigation to identify the ideal layout configuration. It is crucial to optimize plant layout for planned units or re-layout existing manufacturing units in accordance with the changing market scenario in order to maximize returns from the capacity of facilities
| [20] | Curry GL, Feldman RM. Manufacturing systems modeling and analysis. Springer Science & Business Media, 2010. |
[20]
.
Considerable productivity gains have been evaluated in the machine shop sectors, where a framework for productivity and quality improvement has been designed and successfully implemented. However, it has been discovered that the majority of productivity-related issues are operational in nature, which can be successfully resolved by using a variety of techniques like root-cause analysis, work studies, and process flow analyses, as well as the adoption of standardized operational and quality inspection procedures. The main flow of displacement across sectors might be stopped thanks to the deployment of a new layout. This change contributes significantly to the efficiency and effectiveness of the sectors.
1) In order to provide solutions to the company, the Systematic Layout Planning methodology was used to develop alternatives of physical arrangement appropriate to the workshop's production system;
2) The implementation of proposed productivity and quality benefits from involvement or participative included a 65.7% drop in travel distance;
3) 30% decrease in worker count;
4) 80% decrease in work in progress;
5) 68% improvement in quality-related concerns. Additionally, by adopting the proposed methodology in various industrial organizations, its efficacy can be evaluated;
6) By using proposed Lean tool of controlling quantities, it was possible to control the quantities as well as the total WIP time;
7) The proposed layout has a logical productive flow, where the sequencing of activities aims to bring improvements in the productivity of the company;
8) Unnecessary displacements have been eliminated, in addition to a more effective distribution of activities through the approximate identification of regions with strong affinity links.
5. Discussion
Although legal issues regarding the redesign of mechanical workshops, their optimal operation and location, investment and working capital for starting the enterprise, and in-depth management tools were not addressed, this study provides a general overview aimed at guiding those interested in exploring each area or investing in such a business. To deepen this study, further research with larger and geographically diverse samples should be conducted for each criterion to obtain new insights and potentially revise the findings.
As future work, to complete the implementation of Lean production management, it is considered necessary to finalize the following activities:
1) BEP Analysis: This analysis presented only considering a fixed cost, in the current analysis, values of items to be sold must be greater than 2738.04 units, so that the company regains the investment value which implied a high risk of not being able to satisfy the sale of this product if the value of the fixed cost changes. Although it was proposed to group it, it was necessary to recalculate the BEP with the new layout, for comparison of results;
2) Implementation of the Single Minute Exchange of Die (SMED) method: to reduce the high preparation and tool change times (Setup) in the threading, bearing and Final Assembly processes;
3) Exhaustive analysis of the existing information flow, from the customer's request to its delivery by suppliers. This analysis will make it possible to clearly show the information needed and available in MJN's value stream, and to diagnose the problems that must be solved.
Abbreviations
TMC | Toyota Motors Company System |
VSM | Value Stream Mapping |
WIP | Work in Process |
SPL | Systematic Planning Layout |
FC | Fixed Cost |
VC | Variable Cost |
TC | Total Cost |
REV | Revenue |
Author Contributions
Zemenay Sahile Hailegebreal: Conceptualization, Resources, Formal Analysis, Investigation
Metie Nigusse Assefinaw: Data curation, Methodology
Conflicts of Interest
The authors declare no conflicts of interest.
References
| [1] |
Kovács G. Combination of Lean value-oriented conception and facility layout design for even more significant efficiency improvement and cost reduction. International journal of production research, 2020, 58(10): 2916-2936.
|
| [2] |
Naik SB, Kallurkar S. A literature review on efficient plant layout design. International journal of industrial engineering, 2016, 7(2): 43-51.
|
| [3] |
Greasley A. Using simulation for facility design. A case study. Simulation modelling practice and theory, 2008, 16(6): 670-677.
|
| [4] |
Taghavi A, Murat A. A heuristic procedure for the integrated facility layout design and flow assignment problem. Computers & industrial engineering, 2011, 61(1): 55-63.
|
| [5] |
Bockorni BR, Gomes AF. Snowball sampling in a qualitative research in the field of management. Journal of business sciences of UNIPAR, 2021, 22(1).
|
| [6] |
Jain AK, Mishra DP. Integration and optimization of facility design considering replacement analysis. Indian journal of science and technology, 2016, 9: S1.
|
| [7] |
EC M, Keraita JN. Improvement of facility layout using systematic. Layout planning, 2018.
|
| [8] |
Dos Santos TS, da Silva EV, Monteiro AS, de Souza Rocha N, Alves LF. Proposal to improve the layout for a truck workshop through the application of the PSL methodology. Latin American journal of innovation and production engineering, 2018, 6(9): 133-147.
|
| [9] |
Balakrishnan J, Cheng CH, Wong KF. FACOPT: a user friendly facility layout optimization system. Computers & Operations Research, 2003, 30(11): 1625-1641.
|
| [10] |
Ekren BY, Ornek AM. A simulation based experimental design to analyze factors affecting production flow time. Simulation modelling practice and theory, 2008, 16(3): 278-293.
|
| [11] |
Gupta R, Sinha S, Goyal L, Vaishya RO, Sharma S. Productivity improvement by optimizing the layout and cycle time of an MSME. In advances in modelling and optimization of manufacturing and industrial systems, 2023, 403-412.
|
| [12] |
E Cress P, Fiala T. Adapting the Toyota production system in plastic surgery practices to improve practice management and the user experience. Aesthetic surgery journal, 2022, 42(7): 830-832.
|
| [13] |
Gupta MJ, Chaturvedi S, Prasad R, Ananthi N. Principles and practice of management. AG PUBLISHING HOUSE, 2022.
|
| [14] |
Tripathi V, Chattopadhyaya S, Mukhopadhyay AK, Saraswat S, Sharma S, Li C, Rajkumar S. Development of a data-driven decision-making system using lean and smart manufacturing concept in industry 4.0. A case study. Mathematical Problems in Engineering, 2022.
|
| [15] |
Madsen, Dag Øivind, and Terje Berg. Lean Thinking. In encyclopedia of tourism management and Sebrosa, Rui Jorge Antão. Model of evaluation of the conditions of application of lean production, 2008.
|
| [16] |
Ballard, Glenn, and Lauri Koskela. Rhetoric and design, 2013.
|
| [17] |
N. S. Anil Kumar, Production and operations management. production and operations management. Bangalore, 2008.
|
| [18] |
Hopp WJ, Spearman ML. Setting safety leadtimes for purchased components in assembly systems. IIE transactions, 1993, 25(2): 2-11.
|
| [19] |
Uriarte AG, Moris MU, Ng AH, Oscarsson J. Lean, simulation and optimization: A win- win combination. In 2015 winter simulation conference, 2015, 2227-2238.
|
| [20] |
Curry GL, Feldman RM. Manufacturing systems modeling and analysis. Springer Science & Business Media, 2010.
|
Cite This Article
-
APA Style
Hailegebreal, Z. S., Assefinaw, M. N. (2025). Improving Productivity on Machining Sector Based on Layout Arrangement Proposal Case Study of Mechanical Workshop in Ethiopia. Applied Engineering, 9(2), 50-63. https://doi.org/10.11648/j.ae.20250902.11
 Copy
|
Copy
|
 Download
Download
ACS Style
Hailegebreal, Z. S.; Assefinaw, M. N. Improving Productivity on Machining Sector Based on Layout Arrangement Proposal Case Study of Mechanical Workshop in Ethiopia. Appl. Eng. 2025, 9(2), 50-63. doi: 10.11648/j.ae.20250902.11
Copy
|
Download
AMA Style
Hailegebreal ZS, Assefinaw MN. Improving Productivity on Machining Sector Based on Layout Arrangement Proposal Case Study of Mechanical Workshop in Ethiopia. Appl Eng. 2025;9(2):50-63. doi: 10.11648/j.ae.20250902.11
Copy
|
Download
-
@article{10.11648/j.ae.20250902.11,
author = {Zemenay Sahile Hailegebreal and Metie Nigusse Assefinaw},
title = {Improving Productivity on Machining Sector Based on Layout Arrangement Proposal Case Study of Mechanical Workshop in Ethiopia},
journal = {Applied Engineering},
volume = {9},
number = {2},
pages = {50-63},
doi = {10.11648/j.ae.20250902.11},
url = {https://doi.org/10.11648/j.ae.20250902.11},
eprint = {https://article.sciencepublishinggroup.com/pdf/10.11648.j.ae.20250902.11},
abstract = {In work environments and industries, there are several factors that contribute to the fall of productivity and these factors have been the cause of several investigations so that one can minimize the issue of cleaner and complexity of production in mechanical machines workshops and other engineering branches, in order to provide satisfaction, safety and increased production part of the organization customer satisfaction. The planning of the physical arrangement presents itself as an aspect that can confer decisive improvements, since in addition to defining the flow of materials in the production process. The present case study aims to present a proposal for the implementation of the improved layout in the mechanical workshop of the Ethiopia “Selam workshop” located in Kotbe. The current layout of the Selam machinery workshop has exerted negative influence on issues such as production volume, system flexibility and even material and labor costs. In machining shops specifically, there are many process variables that make it difficult to work on improving the productivity index. Here, it analyzed the production process in the machining sector in which the process variables are from the high amount of shapes of the parts to the position of the machines, tools, and differentiated production devices. It analyzes the production process in two moments based on the production time. In the first, productivity before and, in the other, after the study and process changes focused on approximation of sectors, tools, using as work philosophy the Lean Manufacturing (takt time) to control the production time, especially with regard to the techniques of continuous improvement through the SPL Muther (approximation of sectors). Here are presented three layouts proposals, the first, is general occupation with new compartments or arranged compartments, the second, layout of the machinery in the line of Machining and a third layout for the flow of people and goods. Therefore, with the implementation of this project were met general aspects to the needs of the projected, bringing about changes like: reduction of complexity in production in the line of machining, creation of warehouses for raw material and finished products, increased sectorial cooperation, increase of the final quality of the service provided, enhancement of the workers' ergonomic settings.},
year = {2025}
}
Copy
|
Download
-
TY - JOUR
T1 - Improving Productivity on Machining Sector Based on Layout Arrangement Proposal Case Study of Mechanical Workshop in Ethiopia
AU - Zemenay Sahile Hailegebreal
AU - Metie Nigusse Assefinaw
Y1 - 2025/10/09
PY - 2025
N1 - https://doi.org/10.11648/j.ae.20250902.11
DO - 10.11648/j.ae.20250902.11
T2 - Applied Engineering
JF - Applied Engineering
JO - Applied Engineering
SP - 50
EP - 63
PB - Science Publishing Group
SN - 2994-7456
UR - https://doi.org/10.11648/j.ae.20250902.11
AB - In work environments and industries, there are several factors that contribute to the fall of productivity and these factors have been the cause of several investigations so that one can minimize the issue of cleaner and complexity of production in mechanical machines workshops and other engineering branches, in order to provide satisfaction, safety and increased production part of the organization customer satisfaction. The planning of the physical arrangement presents itself as an aspect that can confer decisive improvements, since in addition to defining the flow of materials in the production process. The present case study aims to present a proposal for the implementation of the improved layout in the mechanical workshop of the Ethiopia “Selam workshop” located in Kotbe. The current layout of the Selam machinery workshop has exerted negative influence on issues such as production volume, system flexibility and even material and labor costs. In machining shops specifically, there are many process variables that make it difficult to work on improving the productivity index. Here, it analyzed the production process in the machining sector in which the process variables are from the high amount of shapes of the parts to the position of the machines, tools, and differentiated production devices. It analyzes the production process in two moments based on the production time. In the first, productivity before and, in the other, after the study and process changes focused on approximation of sectors, tools, using as work philosophy the Lean Manufacturing (takt time) to control the production time, especially with regard to the techniques of continuous improvement through the SPL Muther (approximation of sectors). Here are presented three layouts proposals, the first, is general occupation with new compartments or arranged compartments, the second, layout of the machinery in the line of Machining and a third layout for the flow of people and goods. Therefore, with the implementation of this project were met general aspects to the needs of the projected, bringing about changes like: reduction of complexity in production in the line of machining, creation of warehouses for raw material and finished products, increased sectorial cooperation, increase of the final quality of the service provided, enhancement of the workers' ergonomic settings.
VL - 9
IS - 2
ER -
Copy
|
Download